Elektrostruskové svařování | Rudetrans
Hlavním znakem elektrostruskového svařování (ESW) je zásadní rozdíl mezi procesem elektrostruskového svařování na jeho počátku a jeho dalším průběhem, kdy svařovací obvod elektrického proudu prochází elektrodou, tekutou struskou a základním kovem, zajišťujícím roztavení podkladu. a přídavné kovy, stejně jako speciální tavidlo neustále vstupující do lázně . Lázeň roztavené strusky se díky své hustotě nižší než hustota roztaveného kovu neustále nachází v horní části taveniny, eliminuje vliv okolního vzduchu na tekutý kov a čistí kapky elektrodového kovu procházející struskou. od škodlivých nečistot.
Bylo vyvinuto několik metod elektrostruskového svařování (obr. XII.1). Největší praktickou aplikací je elektrostruskové svařování drátovou elektrodou (jednou nebo více) s kmitáním nebo bez kmitání, desková elektroda velkého průřezu, přídavná tryska
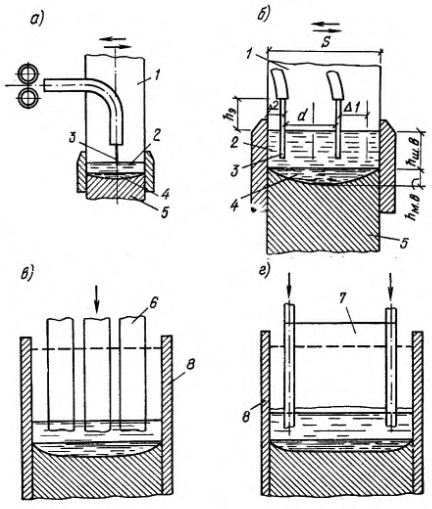
Obr.1. Schéma procesu a druhy elektrostruskového svařování. a – jedna drátová elektroda s pevnou osou nebo s oscilační elektrodou; b – dvě drátové elektrody s jejich vibrací; c – deskové elektrody; g – tavící náustek; 1 – díl ke svaření; 2 – lázeň roztavené strusky; 3 – elektroda; 4 – roztavená elektroda a základní kovy; 5 – svar; 6 – desková elektroda; 7 – náustek; 8 – měděné desky
Elektrostruskové svařování má následující technické a ekonomické výhody:
- vysoká stabilita procesu, málo závislá na druhu proudu a necitlivost (v důsledku tepelné energie struskové lázně) na krátkodobé změny proudu a dokonce i na jeho přerušení; elektrostruskový proces je stabilní při proudových hustotách 0,2–300 A/mm 2 a je možný při použití drátových elektrod o průměru 1,6 mm nebo méně a deskových elektrod o průřezu 400 mm 2 nebo větším;
- vysoký výkon. Z hlediska rychlosti tavení přídavného kovu je elektrostruskové svařování bezkonkurenční. Umožňuje zatížení elektrody až 10 000 A;
- vysoká účinnost procesu. Tavení stejného množství elektrodového kovu pomocí ESW vyžaduje o 15-20 % méně elektřiny než při obloukovém svařování. Spotřeba tavidla je 10-20krát menší než u obloukového svařování a činí asi 5 % spotřeby elektrodového drátu;
- není nutná speciální příprava hran svařovaných dílů a jejich nízká citlivost na kvalitu zpracování;
- vysoká kvalita ochrany svarové lázně před vzduchem;
- dostupnost a relativně nízká cena svařovacích materiálů;
- schopnost získat svarové spoje teoreticky libovolné tloušťky v jednom průchodu.
Nevýhody elektrostruskového svařování jsou:
- svařování pouze ve svislé nebo téměř svislé poloze (odchylka od svislice ne větší než 30°) svařovaných rovin;
- je nepřípustné zastavit elektrostruskový proces před koncem svařování. V případě nuceného zastavení dochází k defektu ve svaru. V tomto případě je svar opraven nebo zcela odstraněn a znovu svařen;
- hrubozrnná struktura ve svarovém kovu a tepelně ovlivněné oblasti a s tím související nízká rázová houževnatost kovu svarového spoje při teplotách pod nulou;
- nutnost výroby a montáže technologických dílů (popruhy, „startovací kapsy“, tvarovací zařízení atd.) před svařováním.
Elektrostruskové svařování se používá pro svařování rovných, zakřivených a obvodových švů. Minimální tloušťka dílů tvořících tupý spoj při TVD bez technologických potíží je v rozmezí 25-30 mm. Ekonomicky výhodnější je použití TVD při výrobě silnostěnných konstrukcí, stejně jako při výrobě konstrukcí z nízko a středně uhlíkových, nízko, středně a vysokolegovaných ocelí, litiny a neželezných kovů. kovy (hliník, titan). Kromě toho se ESW používá pro navařování různých slitin na nízkouhlíkových a nízkolegovaných ocelích.
Elektrostruskové svařování lze splnit zadek, roh a tričko připojení s konfigurací švu: rovný, kruhový, variabilní průřez, variabilní zakřivení.
Nejběžnější a nejjednodušší technikou svařování je tupý spoj. Rohové a T-spoje jsou méně obvyklé, protože jsou z technologických nebo konstrukčních důvodů nahrazeny tupými spoji.
Příprava dílů pro montáž a svařování
Vhodnost dílů pro ESW je dána především čistotou opracování koncových ploch svařovaných hran a stavem bočních ploch hran, po kterých se budou zařízení tvořící šev pohybovat.
Pro svařování kovu do tloušťky 200 mm jsou koncové plochy hran připraveny pomocí plynových řezacích strojů. Velikost jednotlivých hřebínků a útržků by neměla přesáhnout 2-3 mm a maximální odchylka od pravoúhlosti řezu by neměla být větší než 4 mm. Pro tloušťky kovů nad 200 mm, jakož i pro obvodové svary a díly z legovaných ocelí se ve většině případů používá mechanické opracování.
Boční plochy válcovaných dílů se obvykle čistí od rzi a okují pomocí smirkových kotoučů. Boční plochy litých a kovaných dílů jsou opracovány na šířku 60-80 mm od konce hrany s čistotou R 80-R 40. V případech, kdy se používají stacionární tvářecí zařízení (vodou chlazená měď nebo svařovaná ocel) svařování, boční plochy odlitků nejsou opracovány.
Při montáži tupých spojů rovných švů by posunutí okrajů (deformování) nemělo přesáhnout 2-3 mm. Při svařování dílů různé tloušťky se před montáží odřízne silnější okraj, nebo se na tenký okraj po celé délce spoje nainstaluje srovnávací lišta, která se po svaření odřízne. Při svařování dílů různých tlouštěk se používají speciální stupňovité jezdce. Náhodné posunutí okrajů by nemělo přesáhnout 1-2 mm.
Tolerance pro posunutí hrany jsou u obvodových svarů menší. Maximální rozdíl v průměrech spojovaných dílů by neměl překročit ±0,5 mm a největší posunutí hran při montáži by nemělo být větší než 1 mm. Při svařování obvodových švů válcových výrobků velkého průměru s malou tloušťkou stěny, válcovaných z válcovaných výrobků bez mechanického opracování hran, by posunutí hran nemělo přesáhnout 3 mm.
Při montáži pro svařování se obvykle používají talířové podložky se dvěma kulatými otvory nebo jiná zařízení pro snížení deformace plechu. Tyto desky se zasunou do mezery mezi plechy a do otvorů se zarazí válcové klíny se zkosením (průměr ≈40 mm).
Před svařováním by měly být montážní přípravky odstraněny a nahrazeny upevňovacími prostředky, kterými jsou nejčastěji sponky přivařené k zadní části spoje. Pro velké tloušťky plechu, kdy je rychlost svařování nízká, lze místo držáků použít desky, svařené jednostrannými švy na přední straně a během procesu svařování se instalují upevňovací konzoly nebo desky po 500-800 mm. Desky jsou svařeny tak, že šev končí 60-80 mm od koncové plochy okrajů.
Pro získání přesných rozměrů hotového svařovaného výrobku je nutné sestavit díly s mezerou, která zohledňuje deformaci spojovaných dílů při svařování. Je nutné rozlišovat konstrukční, svařovací a montážní mezery. Svařovací mezera se obvykle bere o 1–12 mm větší než vypočtená.
Ve skutečnosti je výrobek montován s velkou tzv. montážní mezerou. Montážní mezera ve spodní části spoje se rovná svařovací mezeře. V horní části spáry by měla být montážní mezera zvětšena o 2-4 mm na každý metr délky spáry.
Elektrostruskové svary se vytvářejí pomocí vodou chlazených jezdců nebo měděných podložek, stejně jako svařovaných podložek nebo zámkových spojů.
Ke spuštění elektrostruskového procesu a jeho posunutí za svarový spoj slouží vstupní kapsa a výstupní lišty.
Buzení elektrostruskového procesu
Iniciace procesu elektrické strusky spočívá v roztavení tavidla a zahřátí vzniklé struskové lázně na provozní teplotu.
Při výrobě se používají následující způsoby nasměrování struskové lázně: „pevný start“, kdy se svařovací tavidlo nejprve roztaví teplem elektrického oblouku ve vstupní tyči a poté se odsune nalitým a roztaveným tavidlem a „kapalný start “, když se do prostoru tvořeného díly svařovanými a tvořícími vodou chlazená zařízení nalévá tekuté tavidlo, které se předtaví v samostatné peci.
Při „tvrdém startu“ je žádoucí akceptovat vyšší svařovací napětí (během procesu hoření oblouku) než u stabilního elektrostruskového procesu. Pro snadnější vybuzení oblouku se do spodní části vstupní lišty nasypou kovový prášek, hobliny, termitové směsi nebo se instalují kovové vložky.
Svařovací materiály a zařízení
Tavidla pro elektrostruskové svařování musí splňovat následující požadavky:
- rychlá a snadná instalace elektrostruskového procesu v širokém rozsahu napětí a svařovacích proudů;
- zajistit dostatečnou penetraci hran základního kovu a uspokojivé vytvoření povrchu svaru bez podříznutí a prověšení;
- roztavené tavidlo by nemělo při stávající přesnosti montáže proudit do mezer mezi hranami a zařízeními pro vytváření švů a odtlačovat jezdce od svařovaných hran;
- tvoří strusku, která se snadno odstraňuje z povrchu svaru;
- pomáhají předcházet pórům, nekovovým inkluzím a horkým trhlinám ve svarovém kovu.
Pro TVD se používají tavená tavidla. Tavidla AN-8, AN-8M, AN-22 mají nejlepší technologické vlastnosti při svařování uhlíkových a nízkolegovaných ocelí běžné pevnosti. Tavidla FC-7 a AN-348-A nejsou příliš vhodná pro svařování dlouhých švů. Proces využívající tato tavidla se vyznačuje menší stabilitou při zvýšených rychlostech podávání elektrodového drátu. Pozitivních výsledků při svařování uhlíkových ocelí dosahuje tavidlo AN-348-B, které má vyšší elektrickou vodivost a nižší bod tání ve srovnání s tavidlem AN-348-A. Stabilní elektrostruskový proces a vysoce kvalitní svary na stejných ocelích zajišťuje tavidlo AN-47.
Tavidlo AN-25 se používá pro svařování vysokopevnostních legovaných ocelí jako je 20KhNZMFA, 2Kh9M a další. Legované a vysoce legované oceli se svařují pod tavidlem ANF-1, ANF-7, 48-OF-6. Dobré výsledky se dosahují při svařování korozivzdorných a uhlíkových ocelí pomocí tavidla AN-45.
Ke spuštění elektrostruskového procesu se používá tavidlo AN-25. V pevném stavu je elektricky vodivý a v roztaveném stavu má vysokou elektrickou vodivost.
Elektrostruskové svařování a navařování litiny se provádí tavidly ANF-14 a AN-75.
Před použitím se tavidlo kalcinuje v elektrické peci v souladu s požadavky pasu nebo technické specifikace při 300–700 °C po dobu 1–2 hodin. Tloušťka vrstvy tavidla je 80–100 mm.
V ESW může být kov elektrody drát, deska, trubka a páska. Zpravidla se používá plný drát o průměru 3 mm, ale lze použít drát jiných průměrů (1-2 nebo 5-6 mm).
Chemické složení kovu elektrody se volí v souladu se základním kovem a výkonnostními požadavky svarového kovu. Za nejlepší možnost pro ESW se považuje ta, kdy svarový kov a základní kov mají podobné chemické složení a mechanické vlastnosti. Taková homogenita svarového spoje poskytuje nejlepší podmínky pro výrobu svařovaného výrobku a jeho provoz.
Toho lze nejjednodušeji dosáhnout použitím desek nebo tyčí s chemickým složením podobným základnímu kovu jako kovu elektrody.
Při svařování stavnou tryskou, kdy trysky jsou soustavou trubek z nízkouhlíkové oceli, je svarový kov legován drátem příslušného složení.
Díky velké, dobře promíchané lázni roztaveného kovu lze elektrostruskové svařování provádět pomocí několika elektrod, které se od sebe výrazně liší chemickým složením, a získat kov daného složení.
V TVD se někdy používají další kovové přídavné materiály přiváděné do struskové lázně. Teplem ve strusce se taví a vstupují do kovové lázně a podílejí se na vytváření svaru. Dodatečné legování svarového kovu je možné prostřednictvím povlaku tavné trysky.
Pro elektrostruskové svařování se používá komplex zařízení včetně svařovacích zařízení a pomocných zařízení. Takový komplex se nazývá svařovací zařízení. Instalace pro EHS se dělí na univerzální a speciální. Při instalaci se používají především univerzální instalace. Pro každou metodu TVD existují různé instalace, které jsou vybaveny svářečkou a zdrojem svařovacího proudu.