Svařovací kabel – klasifikace, provedení, výpočet průřezu a délky drátu pro svařovací stroj

Ohňostroj rozptylující oslepující jiskry s epicentrem, který vypadá jako nejjasnější supernova – mnozí z nás se zájmem sledovali práci svářeče s vědomím, že ve skutečnosti je pro náš zrak velmi nebezpečná. Svařování je nejen krásný, ale také technologicky složitý proces, který vyžaduje prvotřídní vybavení a vynikající odborné dovednosti.
Naštěstí nebudeme zvažovat všech 150 metod a druhů svařovacích procesů, které dnes existují, ale zaměříme se na důležitý problém racionální volby napájecí kabel pro svařovací stroj. Budeme mluvit o hlavních typech drátů pro svařování, jejich konstrukčních prvcích, oblíbených značkách a kritériích pro určení optimálního průřezu.
<strong>Účel a konstrukce svařovacích kabelů</strong>

Svařovací kabel používá se při provádění prací metodou svařování elektrickým obloukem k napájení ručních, automatických a poloautomatických instalací. Pomocí napájecího vodiče tohoto typu je elektrický proud přiváděn ze svářečky, předřadníku (regulačního) reostatu nebo jiného zdroje energie přímo do držáku elektrody a zemnící svorky („zem“), aby se vytvořil uzavřený obvod.

Hliník se při výrobě svařovacích drátů používá jen zřídka, protože má vysokou tepelnou vodivost, což vede ke kritickému přehřátí jádra a izolační vrstvy, zejména v „horkých“ oblastech těsného kontaktu se svařovanými povrchy. Hliníkové vodiče navíc nejsou dostatečně elastické, takže nesnášejí časté navíjení a odvíjení. Měděný kabel nemá takové nevýhody, proto se jako vodič dobře osvědčil pro svařovací stroj. Výrobek lze vyrobit v jednojádrovém i vícejádrovém provedení, které zahrnuje různé kombinace hlavního jádra s neutrálem, zemnícím nebo jiným pomocným.
K hlavním výhodám kabely pro svařovací invertor jsou:
- vysoké dovolené elektrické zatížení (až 0,66 kV AC při frekvencích až 400 Hz, až 1 kV DC),
- zvýšená flexibilita,
- odolnost vůči tlakovým a tahovým vlivům,
- požární bezpečnost – drátěné výrobky nesmí vznítit nebo šířit oheň,
- Možnost použití v otevřeném prostoru. Svařovací dráty odolávají náhlým změnám teplot, vlivu ultrafialového záření a srážek, chemicky agresivním látkám,
- Četné designy pro usnadnění výběr svařováníkabel na aktuální podmínky technologického procesu.
Konstrukční vlastnosti a technické vlastnosti svařovacího drátu jsou navrženy tak, aby výrobek odolal vysokému proudovému zatížení a náročným teplotním podmínkám, poskytuje nepřetržité napájení, rychlý, vysoce kvalitní a nejpohodlnější pracovní proces.
Svařovací kabel sestává z:
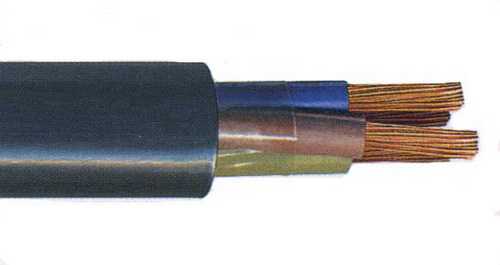
· měděný nebo pocínovaný měděný vícevodičový vodič 5. třídy pružnosti,
· syntetická speciální fólie PET-E, která plní funkci ochrany proudovodného jádra před slepením izolačním materiálem,
· izolátor z pryže značky RTI-1 (nebo mrazuvzdorný RTI-1-HL), obsahující butadien a přírodní kaučuky, které zajišťují zvýšenou pružnost výrobku,
· separační vrstva vyrobená z PET-E, která plní podobné funkce,
· obecný kabelový izolační plášť vyrobený z jiných typů pryžových hadic – olejivzdorný RSHN-1 nebo RShT-2 (chladuvzdorný RSHTM-2-KhL), vytvořený na bázi polychloroprenových, butadienových a izoprenových kaučuků (RTIShM a chladu- rezistentní RTISH-KhL se používají v jednojádrových třídách),
<strong>Klasifikace měděných kabelů pro svářečku</strong>
Dráty pro svařování jeden může koupit v jakémkoli maloobchodním podniku, který prodává kabelové produkty. Kabely pro svařovací stroj lišit se v cena, ale jsou obvykle klasifikovány podle jiných kritérií.
Podle funkčního účelu se rozlišují:
- silový vodič – slouží k připojení střídače, transformátoru nebo jiného zařízení k elektrickému vedení,
- propojovací kabel pro svařování – slouží k přenosu provozního napětí,
- drát pro držák – dodává elektrický proud do kontaktní části svářečky,
- zemnící a/nebo neutrální vodič.
Jak již bylo zmíněno, u vícežilových verzí svařovacích drátů lze funkcionalitu spojit v jednom produktu.
Podle oblasti použití se rozlišují modifikace svařovacích kabelů pro:
- domácí spotřebiče pracující s proudovým zatížením 100-250 A,
- poloprofesionální instalace (až 330 A),
- profesionální svářecí zařízení s elektrickým proudem do 500 A,
- těžká průmyslová zařízení (až 680 A).
<strong>Značky svařovacích kabelů</strong>
Svařování je poměrně dynamický technologický proces, který obvykle obnáší nutnost neustálého přesouvání nebo změny polohy pracovního nástroje specialisty. Profesionální svářeči proto používají pouze ohebné typy vodičů, například KG, KGN nebo KOG1.
Nejoblíbenější značkou svařovacích kabelů je KG. KG se vyznačuje rozumnou cenou a optimálními technickými vlastnostmi a osvědčil se jako spolehlivý „přenašeč“ elektrického proudu do držáku nebo napájecího drátu, který napájí svařovací stroj ze sítě.
Značka KGN byla vytvořena pro potřeby stavby lodí, proto se perfektně hodí pro fungování v agresivním prostředí, místnostech s vysokou vlhkostí vzduchu, dlouhotrvající kondenzací vlhkosti a také v oblastech se zvýšeným požárním nebezpečím. Ohebný vodič KGN se liší od svařovací kabel KG přítomnost oleji odolného pryžového pláště RSHN-1, který je vyroben na bázi polychloroprenu a nepodporuje hoření. Značka KGN se často používá jako zpětný svařovací drát, který se obvykle nachází na povrchu podlahy výrobní místnosti nebo na zemi.
Pokud je pro zajištění rovnoměrného ohřevu svařovaných ploch nutné zajistit maximální mobilitu odborníka, pak lze jako svařovací kabel použít superflexibilní typ KOG1. Této vlastnosti vodiče je dosaženo díky jeho lehké konstrukci. Skládá se z 1 vícevodičového jádra, které je uzavřeno v izolační hadici z pryže RTISHM. Svařovací drát pracuje se střídavým napětím 200 V (50 Hz), konstantním napětím 700 V a je k zařízení připojen pájením, svařováním nebo krimpováním.
<strong>Jaký kabel je potřeba pro svařovací stroj?</strong>
Svařovací drát se vybírá pro konkrétní pracovní projekt a musí splňovat řadu požadavků. Pro výběr svařovacího kabelu zpravidla stačí správně určit proudovou charakteristiku připojeného invertoru nebo jiného svařovacího zařízení a průřez drátu udaný výrobcem v technickém popisu výrobku.

Je nutné dodržovat „zlaté“ pravidlo – čím vyšší je proud ve svařovacím stroji, tím větší průřez kabelu by měl být zakoupen. Je důležité to nepřehánět, protože pokud je průměr jádra nedostatečný, zařízení se nemusí spustit. Příliš silný svařovací kabel je zároveň nákladem navíc a nadměrnou zátěží pro svářeče, který je nucen neustále s drátem pohybovat.
Pro provádění relativně malých svařovacích úkolů, zejména pro domácí záležitosti, stačí použít zařízení invertorového typu, které je kompaktní a cenově dostupné. Parametry průřezu kabelu pro svařovací invertor s různými proudovými charakteristikami by měly být následující:
- 80-100 A – 6-7 mm2,
- 120 A – 10 mm2,
- 160-189 A – 16 mm2,
- 200/250 A – 25 mm2.
Větší a složitější práce vyžadují použití svařovacích transformátorů nebo výkonných měničů. Pro proudové zatížení 289 A je nutné volit kabel o průřezu 35 mm2, 350-362 A – 50 mm2. Transformátory schopné dodávat 437 A vyžadují 70 mm2 vodičů, 522 A – 95 mm2. Pro správnou funkci svařovacích usměrňovačů s hodnotami proudu do 600 A jsou zapotřebí kabely o průřezu 120 mm2.
<strong>Délka kabelu svařovacího stroje</strong>
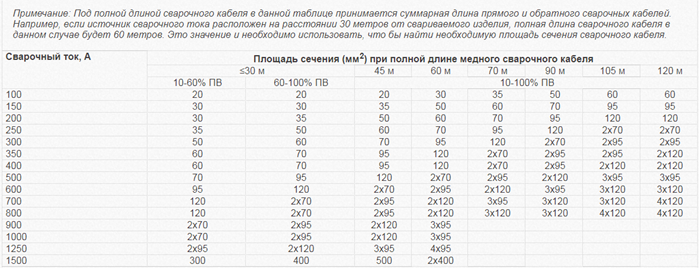
Dalším důležitým kritériem, které přímo ovlivňuje produktivitu a kvalitu svařovacích prací, je délka vodiče. Vzhledem k tomu, že se s rostoucí délkou svařovacího kabelu proudové charakteristiky zmenšují, je nutné vypočítat vztahy těchto parametrů s extrémní přesností.
PV – doba zapnutí, jedna z charakteristik svařovacího invertoru.
V tabulce jsou uvedeny přibližné ukazatele průřezu svařovacích drátů pro dané hodnoty proudu a délky drátu. Je důležité vzít v úvahu doporučení výrobců svařovacích jednotek, kteří mohou přímo uvádět maximální délky kabelů pro každou značku svých výrobků, aniž by doporučovali nebo zakazovali prodlužování vodičů.
Potřebujete kabel ke svářečce? Pojďme vybrat nejlepší možnost!
Požádejte online nebo volejte zdarma