Kovové vrtáky
V souladu s pravidly přijatými v normativní literatuře o technických předpisech je vrták definován jako axiální řezný nástroj pro vytváření otvorů, zvětšující jejich průměr v plném materiálu (GOST 25751-83 Řezné nástroje, termíny a definice).
Připomeňme, že za axiální řezný nástroj je považován takový, jehož rozměry podél osy rotace jsou větší než rozměry v kolmém směru.
Obecně tyto dvě vlastnosti slouží jako hlavní kritéria, podle kterých je nástroj klasifikován jako široký typ „vrtáku“.
Ve strojírenství byla klasifikace podle těchto dvou kritérií doplněna požadavky na přesnost a produktivitu ve třídě
«vrtáky do kovu» několik různých řezných nástrojů.
Výrazně se liší tvarem a vlastnostmi, ale řeší stejné problémy s vrtáním různými způsoby:
- řezání kovu v rovině otvoru;
- vytváření stěn v souladu se stanovenými tolerancemi;
- odstranění třísek.
Výsledkem je, že v obecné části „vrtáky do kovu» zahrnuté třídy:
- vrtáky do peří;
- spirálové vrtáky;
- jádrové vrtáky (prstencové frézy);
- Středové vrtáky;
- hluboké vrtání (vyhazovač, pistole)
- kombinované vrtačky.
Přes všechny rozdíly se vrták každé třídy skládá z těla s pracovní částí a stopkou.
Další rozdělení na různé typy souvisí s velikostí a tvarem těchto dílů, požadavky na přesnost a způsoby instalace v kovoobráběcích zařízeních.
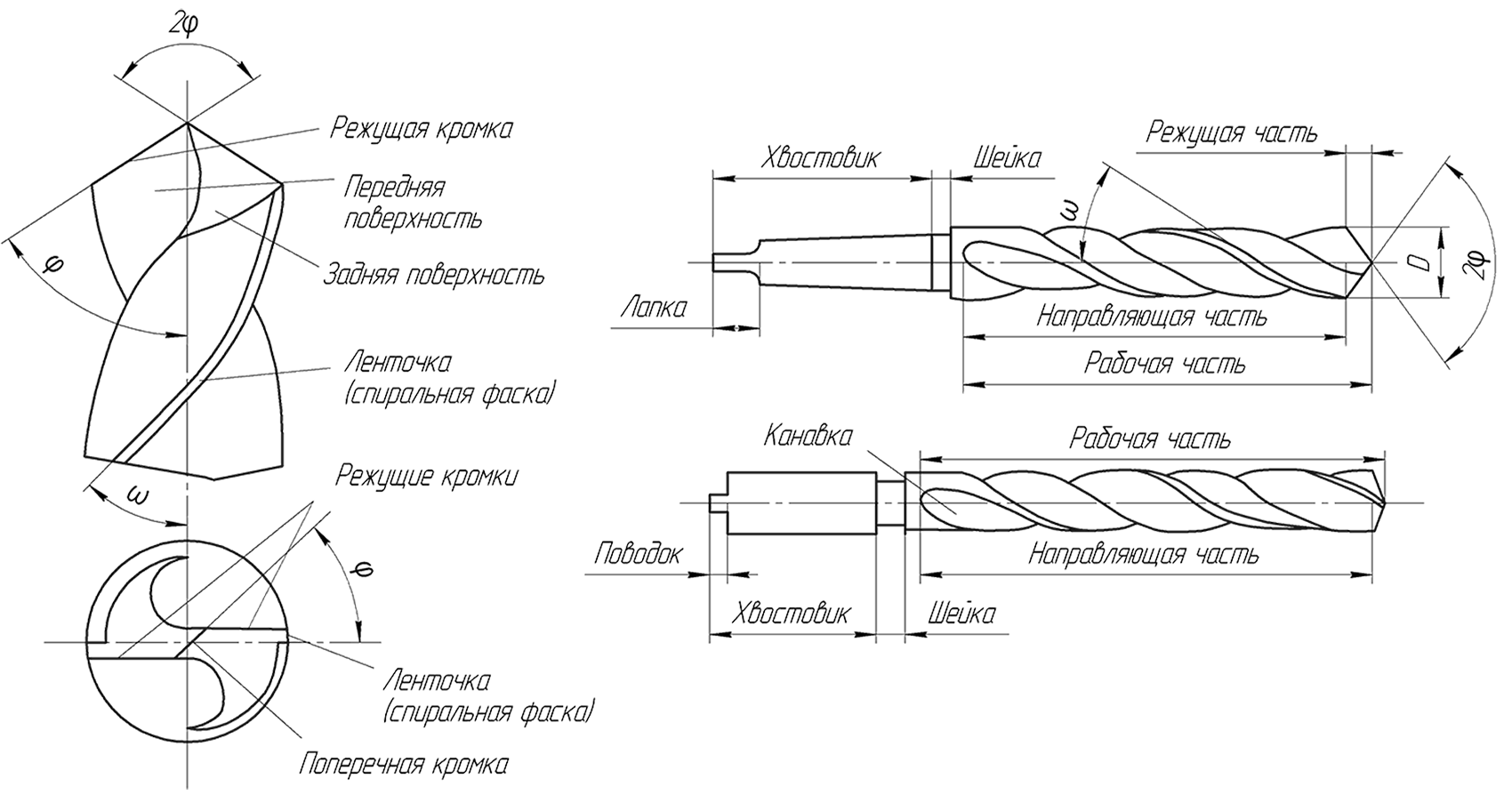
Obecná označení a vlastnosti vrtáků do kovu
Většina typů vrtáků je vyrobena z rychlořezných ocelí (HSS), legované oceli P6M5 atd.
Karbidové prvky jsou vyrobeny ze slitin VK6, VK6-M, VK8 atd. Navzdory rozmanitosti typů má většina „vrtáků do kovu“ podobnou strukturu s obecným označením.
Následující obrázek ukazuje části vrtáku do kovu s jejich odpovídajícími názvy.
Kromě značení je důležitým obecným ukazatelem třída přesnosti.
U standardních výrobků je uvedena v GOST a GOST R. Třída přesnosti je specifikována pomocí příslušných kvalifikací udávajících velikost tolerancí při výrobě výrobků.
Vysoce přesné vrtáky jsou vyráběny pomocí frézování a broušení, zatímco normální přesné vrtáky jsou vyráběny metodou válcování.
Přesnost je specifikována pomocí kvalifikací. Například pro otvory v široce používaném rozsahu průměrů 6 – 10 mm mají stupně přesnosti následující hodnoty:
| kvalitní | tolerance (mm) | kvalitní | tolerance (mm) |
| 10 | 0,058 mm | 14 | 0,36 |
| 13 | 0,22 mm | 15 | 0,58 |
Z tabulky vyplývá, že vrtačka s kvalitou 10 je 10x přesnější než vrtačka s kvalitou 15.
Spirálové vrtáky do kovu
Nejrozvětvenější a nejrozsáhlejší třída. Vyrábějí se ve třech třídách přesnosti (uvedené v označení podle GOST pro odpovídající typ).
Vrtáky zvýšené třídy přesnosti A1 jsou určeny pro vrtání otvorů 10 – 13 stupňů přesnosti, třída přesnosti B1 – pro vrtání otvorů do 14 stupňů přesnosti, třída přesnosti B – pro vrtání otvorů do 15 stupňů přesnosti.
Používají se ve strojírenství, letectví, stavbě lodí, výrobě stavebních konstrukcí atd. Rozmanitost aplikací vedla ke vzniku různých verzí tohoto nástroje.
Spirálové vrtáky s válcovou stopkou v souladu s GOST 10902-77 by měly být považovány za klasické zástupce této třídy. Většina existujících druhů spirálových vrtáků jsou modifikacemi tohoto typu, vyvinutými pro řešení specifických technologických problémů.
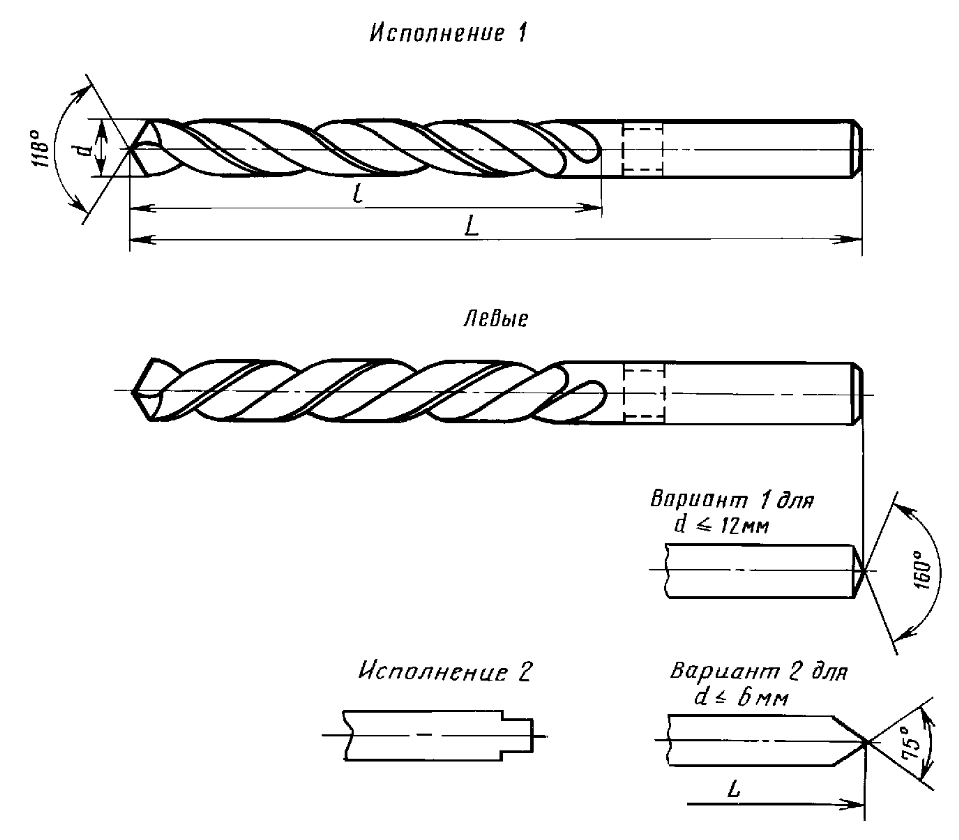
Obrázek 2 Středně sériový spirálový vrták podle GOST 10902
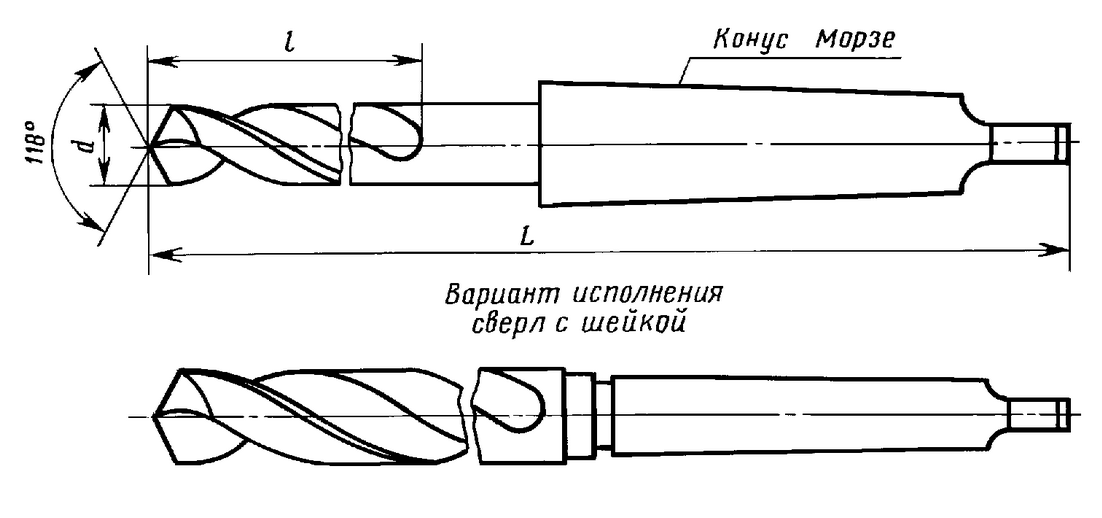
Pro zajištění spolehlivější fixace, stálého a přesného polohování, zejména u zařízení s automatickými výměníky nástrojů, se tedy používají vrtáky s kuželovou stopkou.
Pro vrtání hlubokých otvorů se používají vrtáky s prodlouženou pracovní částí podobně, pro „krátké“ vrtání se používají vrtáky se zkrácenou pracovní částí;
Příklady různých řešení pro délku pracovní části a stopky, jakož i s různými tvary stopky, jsou uvedeny níže:

Obrázek 4 Krátká série spirálových vrtáků (GOST 4010)

Obrázek 5 Dlouhá řada spirálových vrtáků (GOST 886-77)

Obrázek 6 Dlouhá série spirálových vrtáků s krátkou válcovou stopkou (GOST 12122, GOST 2092-77)

Obrázek 7 Dlouhý spirálový vrták s Morse kuželovou stopkou (GOST 12121)
Spirálové vrtáky do kovu s tvrdokovovými destičkami
Jako samostatný technologický úkol lze označit vrtání tvrdých ocelí a litin s tvrdostí vyšší než 170HB.
Pro takové operace se používají spirálové vrtáky s karbidovými břitovými destičkami. Vrtáky tohoto typu jsou k dispozici s válcovou a kuželovou stopkou, svařované a bezešvé.

Obrázek 8 Spirálový vrták s karbidovými destičkami a Morse kuželovou stopkou (GOST 22736, TU podle GOST 5756-81)
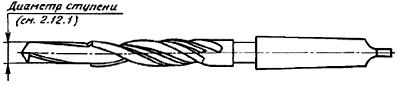
Stupňovité spirálové vrtáky do kovu
V posledním desetiletí byly na ruském trhu aktivně propagovány stupňovité („kónické“) vrtáky zahraniční výroby. Produkt je umístěn jako nový produkt, dříve neznámý v Ruské federaci. Ve skutečnosti se stupňovitá vrtačka vyrábí a používá v Rusku již dlouhou dobu. Zejména se takový nástroj používá pro vrtání otvorů pro metrické závity při současném srážení hran. Do roku 2008 byly geometrické charakteristiky stupňovitých vrtáků popsány v GOST 20320 po roce 2008 byla v platnosti norma GOST R 52966-2008, od 1. ledna 2019 vstoupila v platnost GOST 28320-2017;
Pomocí jednostupňové vrtačky můžete provést dvě (nebo více) technologických operací najednou. Jedním vrtákem je také možné vrtat otvory různých průměrů (v závislosti na počtu kroků). Hloubka otvoru však nemůže přesáhnout celkovou výšku stupňů předchozího průměru.
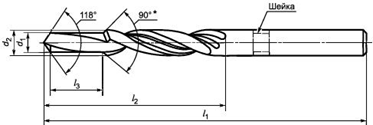
Obrázek 9 Stupňovitý vrták s válcovou stopkou pro řezání závitů a srážení hran (GOST R 52966-2008)

Obrázek 10 Importovaný stupňovitý vrták (HSS) do kovu
Obrázek 11 Stupňovitý vrták s Morse kuželovou stopkou podle GOST R 52966-2008
Středové vrtáky
V procesu vrtání je nejkritičtější fází kontakt příčné hrany vrtáku s povrchem kovu. Protože povrch není dokonale plochý a příčná hrana není dokonale kolmá k ose vrtáku, při kontaktu vznikají momenty síly, které vychylují vrták od teoretického středu díry.
Je zřejmé, že velikost takových momentů roste s rostoucími rozměry příčné hrany (průměry vrtáků). Platí to i naopak, proto pro vrtání středových otvorů byly vyvinuty speciální středicí vrtáky se sníženým začátkem pracovní části.
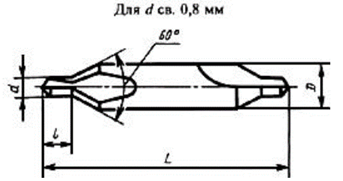

Obrázek 12 Středící vrták pro středové otvory bez bezpečnostního kužele typu A podle GOST 14952-75
Takový nástroj se nejprve dotýká kovu pouze malou příčnou hranou.
Menší momenty vznikající v tomto případě jsou absorbovány masivní pracovní částí jmenovitého průměru.
Poměry malých a velkých průměrů jsou standardizovány. V souladu s GOST 14952 se tato hodnota pohybuje v rozmezí od 3 do 5.
Středový otvor má trojúhelníkový průřez V závislosti na úhlu mezi stěnami a přítomnosti bezpečnostního kužele se středové vrtáky dělí na 4 typy.
| A | B | C | R | |
| Úhel, stupně | 60 | 60 | 75 | oblouk |
| kužel | – | + | – | – |
Třída přesnosti pro středicí vrtáky není zavedena.
Hluboké vrtáky
V řadě zdrojů o kovoobrábění je otvor s hloubkou 5krát větší, než je jeho průměr, již považován za hluboký.
Současně GOST 12122-77, který představuje typické rozměry „dlouhé řady“, ukazuje, že poměr délky pracovní části k průměru l / d se pohybuje od 15 do 20.
Vrtání otvorů s hloubkou přesahující průměr 10 – 15krát nebo více lze tedy považovat za hluboké.
Na začátku této řady a pro průměry do 10 mm je problém řešen spirálovými vrtáky standardní „dlouhé řady“ (třídy přesnosti A1, B1 a B).
V tomto případě se používá tradiční externí přívod chladicí kapaliny a externí odvod třísek.
Při poměru l/d ≈ 20 – 30 a průměrech do 30 mm je problém vyřešen použitím šnekových vrtáků a dlouhých spirálových vrtáků s kanály pro chladicí kapalinu a drážkami pro drcení třísek (vnitřní přívod chladicí kapaliny a externí odvod třísek).
S dalším zvyšováním l/d a/nebo většími průměry otvorů, problémy s přívodem chladicí kapaliny a odvodem třísek znemožňují použití spirálových vrtáků.
Takové otvory jsou vyráběny pomocí jednobřitých vrtáků s vnitřním přívodem chladicí kapaliny nebo externím přívodem chladicí kapaliny, vnitřním nebo vnějším odvodem třísek. Patří mezi ně pistolové (pistole) a vyhazovací vrtačky.
Pistolový vrták
Tento typ nepatří do spirálového typu. Pistolový vrták je dutá konstrukce s jedním nebo dvěma břity na pracovní části. Přesnost zpracování v průměru odpovídá jakosti 7 – 9.
Široké a hluboké vybrání po celé délce těla vrtáku zajišťuje efektivní vnější odvod třísek. Vymývá se chladicí kapalinou proudící pod vysokým tlakem z vnitřní dutiny do kanálků v pracovní části.
Tento typ vrtáků vytváří otvory o průměru až 30 mm.
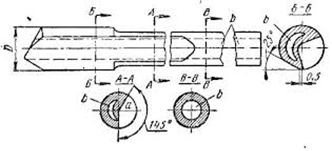
Obrázek 13 Vrták na pistoli

Pro větší otvory se používají vrtáky s vnitřním přívodem chladicí kapaliny a spíše vnitřním než vnějším odvodem třísek.
Hluboké vrtání s vnitřním odstraňováním třísek. Vyhazovací vrták
Při hlubokém vrtání otvorů l/d≫20 a průměrech větších než 30 mm se výrazně komplikují problémy s přívodem chladicí kapaliny a zejména s odvodem třísek. Vnější odstranění je prakticky nemožné, takže musíte použít speciální směsný vrták.
Nástroj je ocelová trubka se šroubovací pracovní částí. Pracovní část je vyrobena ve formě dutého silnostěnného válce s plošinami pro instalaci řezných desek a kanálů pro chladicí kapalinu. Konstrukce umožňuje využít většinu prostoru otvoru pro odvod třísek.
Níže uvedený obrázek ukazuje vylepšenou verzi této konstrukce – vyhazovací vrták. Má dutou pracovní část (2) s vnějším mazáním a chlazením.
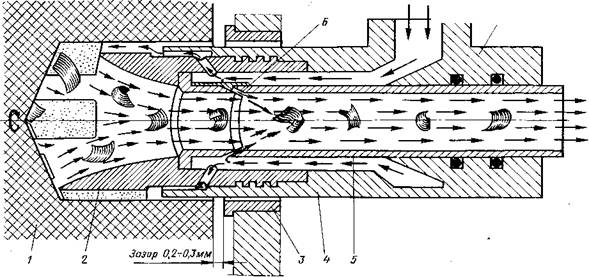
Obrázek 14 Vyhazovací vrták
Během procesu vrtání jsou třísky drceny a vstupují spolu s chladicí kapalinou do dutiny pracovní části. Dále směs vstupuje do dutiny trubky (5) a jde do přijímače třísek, kde jsou třísky odděleny od chladicí kapaliny.
Hlavním rozdílem mezi ejektorovým okruhem a konvenčním okruhem jsou další kanály (6). Zajišťují, že 1/3 přiváděné chladicí kapaliny se vrací přímo do dutiny vrtacího stonku. Díky tomu dochází k účinku ejektorového čerpadla, které vytváří dodatečné vakuum v dutině pracovní části. Efekt poskytuje zlepšené čerpání chladicí kapaliny spolu s třískami z řezné zóny.
Ejektorová vrtačka vyžaduje speciální sklíčidlo, které zajišťuje přívod chladicí kapaliny. Taková sklíčidla jsou navržena a lze je instalovat na univerzální stroje (soustruhy, vrtačky, frézy atd.).
Díky tomu lze hloubkové vrtání provádět pomocí konvenčního zařízení, doplněného o stacionární nebo mobilní čerpací stanici. V tomto případě je potřebný tlak chladicí kapaliny 2x nižší než při hlubokém vrtání s externím přívodem chladicí kapaliny bez podtlakového efektu.
Také použití vyhazovacího vrtáku eliminuje potřebu utěsnit mezery mezi obrobkem a průchodkou vodiče (3). což zjednodušuje nastavení a údržbu stroje.
Pérové vrtáky do kovu
Péřové vrtáky dostaly své jméno díky tvaru pracovní části. Podle provedení pracovní části se dělí na pevné a kompozitní.
Pevné konstrukce mohou být stupňovité, což umožňuje získat otvor s proměnným průměrem jedním tahem. Masivní vrtáky jsou k dispozici v určitých standardních počtech (6, 7, 8, 10 . mm). Kompozitní hrotové vrtáky se skládají z univerzálního držáku a vyměnitelných břitových destiček v souladu s GOST 25526-82.
Hlavní použití tohoto typu je spojeno s mělkým nebo předvrtáním ocelí, litin a jiných kovů v provozech s vysokou kvalitou.

Obrázek 15 Pérový vrták
Jádrové vrtáky (kruhové frézy, prstencové vrtáky) do kovu
Při velkých průměrech průchozích otvorů se zdá, že průběžné vrtání je nepraktické z hlediska času a zdrojů. Mnohem efektivnější je nepřevádět všechen kov na třísky, ale řezat pouze prsten daného vnějšího průměru. Jádrové vrtáky se s touto operací úspěšně vyrovnávají.

Obrázek 16 Jádrový vrták do kovu
Jádrový vrták poskytuje významnou výhodu při vrtání plechového materiálu, obrábění drážek koncových kroužků, vrtání na zakřivených plochách a vytváření otvorů o velkém průměru. Jádrové (kruhové) vrtání umožňuje optimalizovat výrobu nejen díky zvýšené produktivitě.
Použití takového nástroje umožnilo výrazně zmenšit rozměry vrtacích strojů a získat efektivní mobilní zařízení pro vrtání válcovaného kovu, kolejnic a trubek.
V současné době nabízí ruský trh jádrové vrtáky z rychlořezné oceli (HSS) a s pájenými tvrdokovovými frézami. Průměry od 10 mm do 150 mm.
Bohužel v Ruské federaci neexistuje žádná norma pro prstencové vrtáky do kovu. Tato norma je dostupná pouze pro prstencové vrtáky do betonu, keramiky atd. (GOST 17013-71). Při absenci normy je nesprávné hovořit o třídách přesnosti.
První modely jádrových vrtáků měly své nevýhody. U prvních vzorků byly zaznamenány problémy s vyrovnáním při l/d ~ 5, odstraňování třísek se zhoršilo.
Jádrový vrták má navíc velkou styčnou plochu s obrobenými plochami, které obklopují ostří nástroje ze tří stran. Za takových podmínek se zvyšuje třecí síla, zvyšuje se tvorba tepla a odvod tepla je obtížnější.
U moderních konstrukcí jádrových vrtáků jsou problémy s vyrovnáním otvorů vyřešeny efektivním přívodem chladicí kapaliny, problémy s odvodem tepla a odvodem třísek.
Kombinované vrtáky do kovu
Tento typ vrtáků je kombinací dvou různých nástrojů pro obrábění kovů. V souladu s tím se používají ke kombinaci některých po sobě jdoucích technologických operací.
Protože vrtání často předchází závitování a zahlubování, je zcela logické, že se objevují kombinace vrtání-závitování a vrtání-zahlubování. Pro spojování se obvykle používají vrtáky spirálového typu.

Obrázek 17 Záhlubník podle GOST 12489