Jak se určuje velikost šroubu?

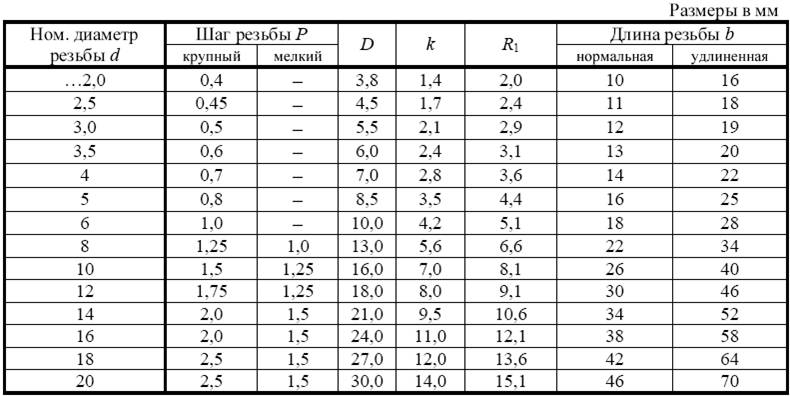
1. Šroub třídy přesnosti A (vysoká přesnost) s průměrem závitu d = 10 mm, se stoupáním závitu P = 1,5 mm, délka l = 50 mm, s normální délkou závitu b :
Šroub A.M10×1,5×50 . GOST 1491-80.
2. Totéž, třída přesnosti B (normální přesnost), se stoupáním závitu P = 1,25 mm, s prodlouženým závitem b = 40 mm:
Šroub M10×1,25×50 – 40 . GOST 1491-80.

Poznámky:
1. Standardní délka l šroubu se volí z následující řady, mm: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
2. Pokud je délka závitu b větší než délka šroubu l, pak se závit řeže po celé délce tyče.
3. Rozměry drážkování se volí podle GOST 24669-81 [viz oddíl 3.1.3].
4. Poloměry pod hlavou šroubu se volí podle GOST 24670-81 [viz oddíl 3.1.3].
5. Velikosti zkosení se volí podle GOST 10549-80 [viz oddíl 2.1.4].
6. Norma stanoví rozměry šroubů s průměrem závitu d = 1…20 mm.
7. Výrobek se vyrábí ve dvou verzích. Hlavy šroubů verze 2 mají křížovou drážku, jejíž rozměry jsou voleny podle GOST 10753-86.
8. Nedoporučuje se používat délky šroubů uvedené v závorkách.
1. Šroub třídy přesnosti A (vysoká přesnost) s průměrem závitu d = 10 mm, se stoupáním závitu P = 1,5 mm, délka l = 50 mm, s normální délkou závitu b :
Šroub A.M10×1,5×50 . GOST 17473-80.
2. Totéž, třída přesnosti B (normální přesnost), se stoupáním závitu P = 1,25 mm, s prodlouženým závitem b = 40 mm:
Šroub M10×1,25×50 – 40 . GOST 17473-80.
Poznámky:
1. Standardní délka l šroubu se volí z následující řady, mm: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
2. Pokud je délka závitu b větší než délka šroubu l, pak se závit řeže po celé délce tyče.
3. Rozměry drážkování se volí podle GOST 24669-81 [viz oddíl 3.1.3].
4. Poloměry pod hlavou šroubu se volí podle GOST 24670-81 [viz oddíl 3.1.3].
5. Velikosti zkosení se volí podle GOST 10549-80 [viz oddíl 2.1.4].
6. Norma stanoví rozměry šroubů s průměrem závitu d = 1…20 mm.
7. Výrobek se vyrábí ve dvou verzích. Hlavy šroubů verze 2 mají křížovou drážku, jejíž rozměry jsou voleny podle GOST 10753-86.
8. Nedoporučuje se používat délky šroubů uvedené v závorkách.
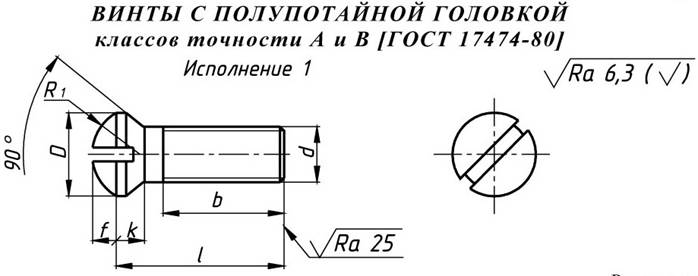
1. Šroub třídy přesnosti A (vysoká přesnost) s průměrem závitu d = 10 mm, se stoupáním závitu P = 1,5 mm, délka l = 50 mm, s normální délkou závitu b :
Šroub A.M10×1,5×50 . GOST 17474-80.
2. Stejné, třída přesnosti B (normální přesnost), se stoupáním závitu P = 1,25 mm, s prodlouženým závitem b = 40 mm:
Šroub M10×1,25×50–40 . GOST 17474-80.

Poznámky:
1. Standardní délka l šroubu se volí z následující řady, mm: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
2. Pokud je délka závitu b větší než délka šroubu l, pak se závit řeže po celé délce tyče.
3. Rozměry drážkování se volí podle GOST 24669-81 [viz oddíl 3.1.3].
4. Poloměry pod hlavou šroubu se volí podle GOST 24670-81 [viz oddíl 3.1.3].
5. Velikosti zkosení se volí podle GOST 10549-80 [viz oddíl 2.1.4].
6. Norma stanoví rozměry šroubů s průměrem závitu d = 1…20 mm.
7. Výrobek se vyrábí ve dvou verzích. Hlavy šroubů verze 2 mají křížovou drážku, jejíž rozměry jsou voleny podle GOST 10753-86.
8. Nedoporučuje se používat délky šroubů uvedené v závorkách.
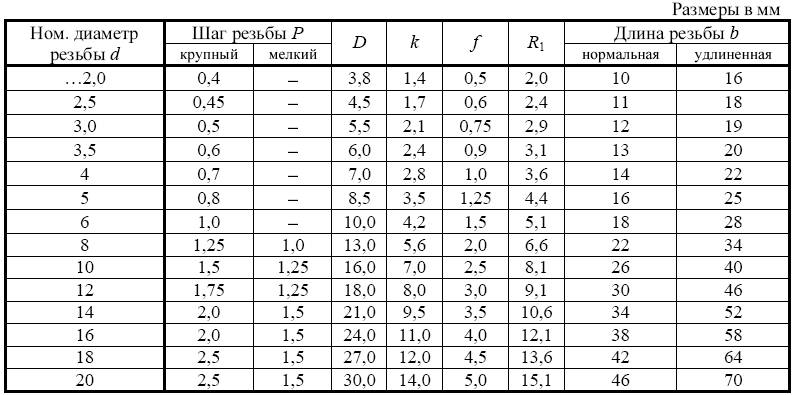
1. Šroub třídy přesnosti A (vysoká přesnost) s průměrem závitu d = 10 mm, se stoupáním závitu P = 1,5 mm, délka l = 50 mm, s normální délkou závitu b :
Šroub A.M10×1,5×50 . GOST 17475-80.
2. Stejné, třída přesnosti B (normální přesnost), se stoupáním závitu P = 1,25 mm, s prodlouženým závitem b = 40 mm:
Šroub M10×1,25×50 – 40 . GOST 17475-80.
Poznámky:
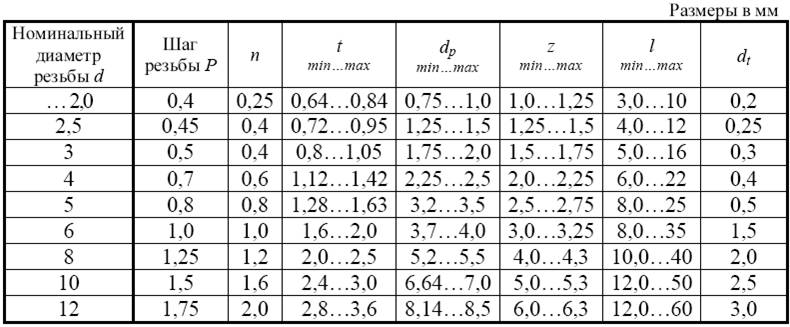
1. Délka l šroubu v rámci stanovených limitů je vybrána z řady, mm: 6; 8; 10; 12; (14); 16; (18); 20; 25; (28); 32; (36); 40; (45); 50; (55); 60; 80.
2. Rozměry přímých drážek se volí podle GOST 24669-81 [viz oddíl 3.1.3].
3. Velikosti zkosení se volí podle GOST 10549-80 [viz oddíl 2.1.4].
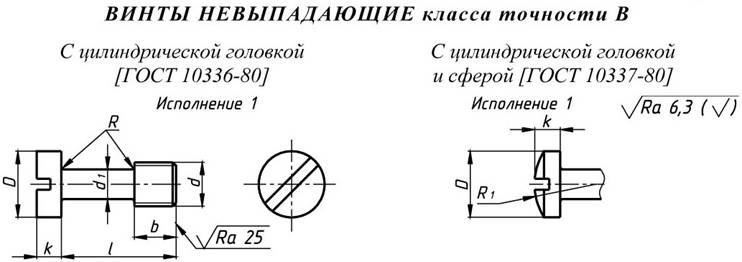
4. Šroub podle GOST 10336-80 se vyrábí ve třech provedeních.
5. Hlavy šroubů verze 2 podle GOST 10337-80 mají křížovou drážku. Rozměry drážky se volí podle GOST 10753-86.
6. Upínací šrouby se vyrábějí také se zapuštěnou (GOST 10339-80), polozapuštěnou (GOST 10340-80), půlkruhovou (GOST 10341-80) a válcovou vroubkovanou (GOST 10344-80) hlavou; dále s šestihrannou hlavou pro klíč (GOST 10338-80), s válcovou hlavou a šestihranným vybráním pro klíč (GOST 10342-80), s ploškou pro klíč (GOST 10343-80).
1. Upínací šroub s válcovou hlavou, provedení 1, se jmenovitým průměrem závitu d = 3 mm, délka l = 10 mm:
Винт М3×0,5×10…ГОСТ 10336-80.
2. Upínací šroub s válcovou hlavou a kuličkou 2, se jmenovitým průměrem závitu d = 2,5 mm, délka l = 8 mm:
Винт 2М2,5×0,45×8…ГОСТ 10337-80.
Poznámky:
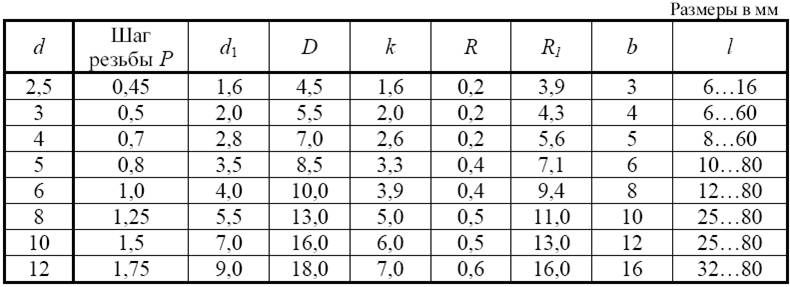
1. Délka l šroubu v daných mezích je vybrána z řady, mm: 2; 2,5; 3; 4; 5; 6; 8; 10; 12; (14); 16; (18); 20; (22); 25; (28); 30; 35; 40; 45; 50.
2. Norma stanoví rozměry šroubů s průměrem závitu d = 1…12 mm.
3. df » vnitřní průměr závitu.
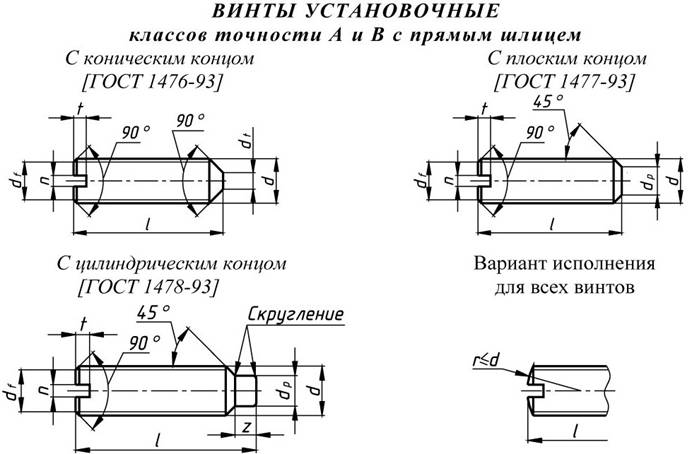
1. Kuželový koncový šroub přesné třídy A , s jmenovitým průměrem závitu d = 12 mm, se stoupáním závitu P = 1,75, délka l = 40 mm:
Винт А.М12×1,75×40…ГОСТ 1476-93.
2. Šroub s válcovým koncem třídy přesnosti В, zbytek je stejný:
Винт М12×1,75×40…ГОСТ 1478-93.

Určení rozměrů spojovacích prvků se často stává obtížným. Bez potřebných znalostí a dovedností bude nalezení správného kování trvat dlouho. Na první pohled stačí znát parametry délky, tloušťky a průměru dílu. Ale i při výběru běžných matic a šroubů mohou nastat různé potíže.

Hlavní charakteristiky, podle kterých se určuje typ a rozměry upevňovacího prvku, jsou délka, šířka a průměr (v některých případech výška).
Průměr součásti se označuje symbolem „D“, povolena jsou velká i malá písmena (od zkratky „diameter“). Délka se tedy označuje jako „length“, proto se používá písmeno „L“. Pro charakterizaci tloušťky se používá termín „tloušťka“ – „S“. Pokud je nutné uvést výšku, používá se písmeno „H“, což znamená „vysoký“.
Podívejme se na některé charakteristické rysy, které se objevují při hodnocení hlavních typů hardwaru.
Velikost šroubu
Pokud má dřík šroubu metrický závit, používá se v příslušných dokumentech formát MDxPxL. Toto označení se dešifruje následovně:
- M – označení metrického závitu;
- D je indikátor průměru výrobku;
- P – údaje o stoupání závitu (typy se liší, jsou malé, velké, zvláště malé), u zvláště velkých hodnot se nepřidává žádná hodnota;
- L je ukazatel délky hardwaru.
Všechny uvedené parametry jsou uvedeny v milimetrech.
Pro určení typu a rozměrů konkrétního šroubu je třeba zjistit jeho druh. Doporučuje se spoléhat na ruské normy GOST nebo evropské normy ISO. Je také povoleno používat německé normy DIN. Jakmile je typ znám, můžete začít určovat rozměry.
Velikost spojovacího prvku se nastavuje pomocí různých nástrojů – posuvného měřidla, šablonového pravítka a mikrometru. Současně se přesnost měření kontroluje posuvnými měřidly typu „PR-NE“. Název tohoto nástroje znamená „pass-no-pass“. První část nevyžaduje při šroubování na šroub žádnou sílu a druhou část je vůbec nemožné zašroubovat.
K určení délky se používá také pravítko nebo posuvné měřítko. Pokud je nutné určit stoupání závitu, použije se pro upevňovací prvek speciální nástroj – krokoměr. Pokud není k dispozici vhodné zařízení, je povoleno měřit vzdálenost mezi dvěma otáčkami pomocí posuvného měřítka.
Nástroj bude účinný a poskytne přesné výsledky pouze tehdy, pokud se měří velký průměr závitu. Přesnější data lze získat kontrolou několika závitů, spíše než omezením na dva. Získaná hodnota by měla být vydělena počtem závitů použitých k měření.
Pokud se výsledek testu shoduje s jednou z hodnot v řadě závitu, jedná se o referenční hodnotu a požadovaná stoupání závitu existuje. Pokud měření neposkytlo požadovaný výsledek, pak se s největší pravděpodobností jedná o palcový typ závitu. V tomto případě bude pro přesné určení stoupání závitu nutné další upřesnění.
Šrouby mají své vlastní varianty, které závisí na geometrickém tvaru výrobku. Proto se metody měření pro každou skupinu liší. Existují 2 možnosti:
- s vyčnívajícím tvarem hlavy;
- skrytý pohled na hlavu.
Pro zjištění délky vyčnívajících hlavic spojovacích prvků nemusíte používat samotnou hlavu.
- kování s šestihrannou hlavou, vyhovující normám GOST 7805-70, 7798-70, 15589-70, 10602-94;
- možnosti se zmenšenou velikostí hlavy a šesti hranami, vyrobené podle norem GOST 7808-70, 7796-70, 15591-70;
- spojovací prvky s vysokou pevností GOST 22353-77;
- vysoce pevný hardware se šesti hranami a zvětšenou velikostí na klíč GOST R 52644-2006;
- šrouby, které mají šestihrannou hlavu a jsou také doplněny vodicí hlavou GOST 7811-70, 7795-70, 15590-70;
- hlava kování je zmenšená, má 6 hran a používá se pro instalaci do otvorů z výstružníku GOST 7817-80;
- hlava je zvětšena a je k dispozici také GOST 7801-81;
- šroub s okem odpovídající domácí normě GOST 4751-73;
- možnosti s půlkruhovou hlavou zvýšených rozměrů, stejně jako ty, které jsou vybaveny čtvercovou hlavou GOST 7802-81.
Pokud máte šroub se zapuštěnou hlavou, měli byste při měření délky vzít v úvahu rozměry této hlavy:
- hardware pneumatik GOST 7787-81;
- se zapuštěnou hlavou, vybavenou knírem a splňující normy GOST 7785-81;
- standardní verze se čtvercovou hlavou a skrytou verzí hlavy GOST 7786-81.
Velikost hlavy šroubu se používá k určení typu šroubu a odpovídající normy. Například „klíč“ se používá pro hlavy se šesti hranami a pokud má šroub válcovou hlavu, používá se průměr.
Jak správně určit velikost palcového šroubu
Při analýze různé dokumentace k palcovým šroubům se můžete setkat se zkratkou označující provedení ve formátu D”-NQQQxL. Dešifruje se následovně:
- D“ je indikátor průměru závitu, který může být uveden jako celé číslo a také ve formátu zlomku nebo čísla, pokud je hardware prezentován s malým průměrem;
- N – označení, kolik závitů je v jednom palci;
- QQQ – existují 3 a 4 písmena, která znamenají palcový závit;
- L je ukazatel délky spojovacího prvku, také měřený v palcích.
Pokud potřebujete určit průměr závitu šroubu v palcích, je třeba získané údaje vydělit 25,4 mm. Výsledkem bude hodnota rovna palcům. Poté se čísla porovnají s příslušnou tabulkou UNC.
Pro přesné určení stoupání závitu spojovacího prvku je nutné vypočítat počet závitů na palec spojovacího prvku. Použití palcového závitového kalibru může proces zjednodušit.
Hodnoty délky jsou téměř stejné jako u metrické metody. Jediný rozdíl je v tom, že výsledek se nutně dělí 25,4 mm. Toto číslo se také porovnává, jako průměr závitu, s údaji v tabulce.
Jak zjistit velikost šroubu
Šroub s metrickým závitem, stejně jako odpovídající šrouby, je označen zkratkou MDxPxL. Dekódování je podobné jako u standardu:
- M – označuje indikátor metrického závitu;
- D – indikátor průměru hardwaru;
- P – označení závitu;
- L – údaj o délce upevňovacího prvku.
Než začnete s měřením, zkontrolujte, do jakého typu norem šroub patří, a také prostudujte typy hardwaru. Průměr závitu výrobku se určuje v souladu s metodou použitou k měření šroubů.
Existují 4 kategorie spojovacích prvků:
- které mají vyčnívající hlavu;
- polotajný;
- tajný;
- Chybí hlava šroubu.
Pro každou možnost platí příslušné národní předpisy:
- kování, které má hlavu ve tvaru válce a vnitřní šestiúhelník, se vyrábí podle GOST 11738-84;
- pro spojovací prvky vybavené půlkruhovou hlavou platí GOST 17473-80;
- možnosti s poloskrytým typem hlavy odpovídají GOST 17474-80;
- pokud máte šroub vybavený zápustnou hlavou, pak se pro něj používá GOST 17475-80;
- typ instalace, který se liší od ostatních přítomností přímé štěrbiny, je regulován několika normami – GOST 1476-93, 1477-93, 1478-93, 1479-93;
- hardware patřící do kategorie instalace, pro kterou se používá šestiúhelník, odpovídá GOST 8878-93, 11074-93, 11075-93;
- Méně obvyklé kování se čtvercovou hlavou se vyrábí podle norem GOST 1482-84, 1485-84.

Technologie dimenzování čepů
Svorníky, stejně jako ostatní spojovací materiál, mají metrický závit, odtud zkratka MDxPxL. Vysvětlení zůstává podobné jako u dříve popsaných spojovacích prvků:
- M – písmeno označuje metrický závit hardwaru;
- D – používá se k označení průměru;
- P – typ kroku, indikátor v milimetrech;
- L – údaj o délce pracovní části konstrukce.
Typy měření se volí v závislosti na příslušné normě GOST a typu výrobku. Celkem existují 2 hlavní kategorie pro klasifikaci hardwaru:
- konstrukce, které se používají pro instalaci do hladkých otvorů;
- upevňovací prvky s koncem, který se zašroubuje do otvoru.
V prvním případě je pracovní plocha znázorněna po celé délce výrobku, ve druhé variantě se používá pouze stopka, přičemž koncová část pro šroubování se nebere v úvahu.
Svorníky, stejně jako jiné spojovací prvky, se vyrábějí podle určitých norem:
- kování se závitem DIN 975;
- rozměrové provedení odpovídající DIN 976-1;
- konstrukce určené pro instalaci v hladkých oblastech jsou regulovány GOST 22042-76, 22043-76;
- hardware pro vytvoření odolného přírubového spojení GOST 9066-75.
Existují i další možnosti, které mají zkroucený konec a liší se délkou. Používají se pro ně jiné normy GOST.
Jak zjistit velikost nýtu
Plné nýty s pojistnou hlavou, které se instalují kladivem, jsou v dokumentech označeny zkratkou DxL. Jejich dekódování je následující:
- D – ukazatel průměru těla;
- L je indikátor délky.
V závislosti na platných normách GOST a typu plného nýtu se mohou metody výpočtu délky spojovacího prvku lišit, proto jsou uvedeny tři samostatné skupiny podle kategorií:
- s vyčnívající hlavou;
- upevňovací prvek se zápustnou hlavou;
- možnost s poloskrytou hlavou.
Ve výrobním procesu se používají různé GOSTy:
- pro kování s hlavou ve tvaru válce GOST 10303-80;
- verze se zápustnou hlavou jsou vyráběny v souladu s GOST 10300-80;
- kování s půlkruhovou hlavou GOST 10299-80;
- polotajná verze GOST 10301-80.
Existují také odtrhávací nýty, které se instalují pomocí pistole. Kování je v tomto případě také označeno, stejně jako v předchozím případě.
Pokud analyzujeme výrobní normy, můžeme zdůraznit následující:
- Trhací uzávěry s válcovou hlavou DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- verze vybavená zápustnou hlavou verze DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Metody měření velikosti závlačky
Existují tři typy závlaček a každý z nich používá jinou metodu měření.
Počet velikostí nastavitelných závlaček zahrnuje jmenovitý průměr. Hodnota tohoto parametru je dána průměrem otvoru určeného k instalaci. Je třeba poznamenat, že skutečný průměr spojovacího prvku je menší než jmenovitý průměr. Možný rozdíl mezi nimi je uveden v GOST 397-79.
Existuje speciální metoda pro určení délky závlačky. Tento hardware má krátký a dlouhý konec, takže je nutné změřit vzdálenost od ohybu ucha spojovacího prvku ke konci na krátké straně.
Jehlové závlačky mají specifickou délku, která je definována normou DIN 11024. Pro určení velikosti tohoto výrobku je nutné změřit průměr závlačky.
Spojovací prvky s rychloupínacím systémem, které mají kroužek, mají také pevnou délku. Konstrukce používají normu DIN 11024. Pro určení velikosti spojovacího prvku použijte naměřené hodnoty průměru.
Jak změřit ořech
Většina matic má metrický závit. Měření průměru závitu vyžaduje trochu více práce než obvykle. Pokud je to možné, je lepší zkontrolovat velikost šroubu nebo vrutu, který je pro něj určen, spíše než samotnou matici. To pomůže dosáhnout přesnějšího výsledku.
Výsledkem měření vnitřního závitu je vnitřní průměr dвн.
Pro přesné určení průměru metrického závitu kování je nutné zjistit soulad dвн s vnějším průměrem vybraného šroubu. To se provádí pomocí speciální tabulky.
Přesnost je zajištěna použitím specifických kalibrů „go/no go“. Jedna část musí být bezpečně spojena s maticí, zatímco druhá část naopak ne.
Matice se liší typem a lze je snadno identifikovat pečlivým pozorováním. Pro určení standardu spojovacího prvku může být nutné změřit jeho výšku, protože existují vysoké, nízké, obzvláště vysoké a další možnosti.
Šestihranné matice se klasifikují podle rozměrů „klíče“. Je to proto, že se liší i typy hardwaru.
Pro přesné určení stoupání závitu je přípustné použít metodu použitou v případě šroubu. Je potřeba závitový kalibr nebo by se měl spočítat počet otáček na dané sekci.
Určení rozměrů palcových matic
Pro určení parametrů závitu palcové matice je třeba prostudovat závit šroubu nebo jiného kování, které se s ní používá. Pokud nemůžete najít vhodné kování, ale existují údaje o palcovém závitu, použijte příslušné závitové měřidlo. V tomto případě nezapomeňte získanou hodnotu vydělit 25,4 mm.
Určení rozměrů podložek
Podložky jsou označeny krátkým písmenem D, které udává průměr metrického závitu použitého k upevnění.

Pro přesné měření parametrů postačí pravítko nebo posuvné měřítko. Výsledkem je hodnota, která je o něco větší než zadaná hodnota. To je dáno tím, že během instalace je nutná vůle, pro kterou se vytvoří malá mezera.