Bezešvé trubky z nerezové oceli – kompletní informace
Mezi bezešvými modely trubek, které představují konstrukci bez samostatné vnější ochranné vrstvy, si největší oblibu získaly typy z nerezové oceli. Díky své velké odolnosti, pevnosti a snadné montáži se široce používají v národním hospodářství i v každodenním životě. Důležitým faktorem úspěchu je několik typů hlavních potrubí a také absence svarů, což zlepšuje antikorozní účinek trubek.
Výroba bezešvých trubek z nerezové oceli
První významnou nevýhodou nerezových typů bezešvých ocelových trubek je jejich extrémní pracnost, vyžadující přesnost a vysoké náklady z hlediska času a peněz. Výroba těchto konstrukcí se skládá z několika fází: každá z nich vyžaduje vysoké náklady na suroviny, materiály, elektřinu a také samostatný výrobní plán.
Hlavním důvodem, proč tyto trubky podléhají nejvyšším kontrolním opatřením kvality, je náklad přepravovaný hlavními kanály. V podstatě se jedná o produkty, které vyžadují sterilní prostředí při přepravě na různé vzdálenosti. Aby se toho dosáhlo, kov je pečlivě očištěn od nečistot a nepotřebných slitin. Vnitřní i vnější části jsou ošetřeny a očištěny od nečistot.
Počáteční fází výroby je výběr jakosti a typu výrobní oceli. Hlavním rysem těchto konstrukcí je absence podélných svarů, čehož je dosaženo profesionálním řezáním. Bez tohoto procesu není možné dosáhnout požadovaných parametrů bezešvých trubek z nerezové oceli. Samozřejmě nelze na všechny konstrukce použít jednu techniku provedení řezu, proto se metoda zpracování dělí na následující typy:

Před přímou výrobou probíhá proces zadávání zakázek. Vysoké standardy kvality a výroby vyžadují použití automatizovaných strojů, aniž by se rušil ruční postup přípravy. Ve speciálních pecích procházejí budoucí konstrukce fází ohřevu. Po dosažení teploty vytvrzování se trubky přesunou do jiného zařízení.
Další fáze výroby polotovaru probíhá v lisovací a děrovací trati. Zde trubka získává požadovaný tvar a vlastnosti, dle předem dohodnutých konfigurací, schémat a plánů pro výrobu ocelových konstrukcí. Polotovar je proražen skrz naskrz, čímž se vytvoří vnitřní prostor, kterým bude transportována požadovaná látka.
Pro úpravu tvaru hlavních linií se tyto ošetřují speciálními chemickými prvky, které neovlivňují původní vlastnosti kovu. Výrobní zásah by měl být pro konstrukci co nejméně viditelný, ale zároveň by měl ovlivnit vnitřní parametry. Nemělo by docházet k porušení ochranné vrstvy, riziku deformace a plýtvání ocelovými plechy. Tyto procesy pomáhají trubkám zachovat si po zahřátí původní tvar.
Od tohoto okamžiku začíná hlavní fáze výroby bezešvých trubek z nerezové oceli. Probíhá v následujícím pořadí:
- Výsledný polotovar bezešvé trubky z nerezové oceli se válcuje na požadovanou délku pomocí speciálních průmyslových válců. Tento postup pomáhá vytvořit počáteční tvar konstrukce a nastavit rozměry vnějšího a vnitřního průměru.
- Trubka se ochladí (bez jakéhokoli vnějšího zásahu mrazáků a tekutého dusíku) a poté se ponoří do speciální lázně s neutrálním alkalickým a kyselým prostředím. Zde je konstrukce podrobena externí kalibraci a měření.
Poslední fáze spočívá ve stanovení potřebných proporcí bezešvých trubek z nerezové oceli: konstrukce prochází pečlivým měřením, výpočtem parametrů a potřebných matematických a fyzikálních veličin. Po dokončení výpočtů se rozhodne o provedení dalšího postupu zpracování.
Proces vyztužování při výrobě bezešvých trubek z nerezové oceli spočívá v opětovném kalení struktury za účelem zpevnění vnějšího pláště. Opětovné zpracování pomáhá nejen prodloužit životnost hlavního potrubí, ale také posiluje molekulární krystalovou mřížku, čímž dodává pevnost, což zlepšuje vnější i vnitřní vlastnosti trubek.
Технические характеристики

Hlavním parametrem, díky kterému se bezešvé trubky z nerezové oceli rozšířily v každodenním životě a národním hospodářství, je vysoká odolnost proti korozi a dobrý koeficient odolnosti proti vodě. Tohoto výsledku je dosaženo absencí svarů mezi upevňovacími deskami, což poskytuje dobrou ochranu proti korozi. Proto bezešvé trubky z nerezové oceli nepodléhají korozi v blízkosti svarů.
Tato vlastnost umožňuje takovým trubkám snadno odolávat konstantnímu vysokému a nízkému tlaku vytvářenému pohybem vody vnitřními kanály a vyrovnat se se všemi extrémními podmínkami prostředí. Díky odolnosti vůči náhlým poklesům tlaku jsou trubky odolné vůči extrémní vlhkosti a teplotním skokům v závislosti na povaze dodávané látky. Pro tepelně náročné nosiče je prahová hodnota 800 stupňů, pro žíravé zásady a kyseliny – 345.
Nerezové oceli pro potrubí
Hlavní druhy výrobní oceli pro výrobu bezešvých nerezových trubek jsou uvedeny v následujícím seznamu:
- 12X18H10T: tento model je vytvořen přidáním žáruvzdorných chemických prvků: chromu, titanu a niklu. První snižuje vliv vody na strukturu a zpomaluje proces koroze, druhý zhutňuje vnější desky, čímž jim dodává pevnost, a třetí zajišťuje viskozitu. Bezešvé nerezové trubky 12X18H10T jsou odolné vůči korozi a nevyžadují přesné matematické výpočty.
- 10X17H13MDT: používá se pro dálkovou přepravu chemických a farmaceutických produktů. Hlavním důvodem úzkého zaměření provozu je dobrá ochrana proti toxinům a kyselému prostředí, ale nízká pevnost a trvanlivost. Kromě toho proces instalace těchto konstrukcí trvá nejdéle, takže výroba probíhá v několika sériích.
- 06XH28MDT: široce používaný při stavbě potrubí pro přepravu ropy a hutních produktů. Díky absenci nečistot a částí vnitřních kanálů potrubí konstrukce nevyžaduje neustálé čištění a montážní práce a pevné kovové spojovací prvky mezi deskami zajišťují nepřetržitý přívod bez rizika deformace.
- 10X23H18: navzdory obtížím s nastavením přesných rozměrů a složitosti výroby se tento typ oceli používá ve stavebnictví, kde musí být zajištěno nepřetržité zásobování hlavními potrubími. Tyto konstrukce, vyrobené z žáruvzdorných kovů, kombinovaných do slitin, lze použít ve spalovacích komorách a vysokoteplotních kotlích.
Dovážené druhy výrobní oceli představují produkty americké mezinárodní společnosti AISI:
- AISI 304: vysokoteplotní ocel získaná prodlouženým zahříváním železa s nízkým obsahem molekul uhlíku ve spojích při pájení konstrukce. Hlavní vlastností bezešvých trubek z nerezové oceli AISI 304 je odolnost vůči vlivu kyselého a zásaditého prostředí a také nízký obsah chromu a niklu, což poskytuje dodatečnou pevnost.
- AISI 316 Ti: je vylepšenou verzí modelu 304. Směs obsahuje více antikorozních chemických prvků, molybdenu a titanu, které poskytují nejen odolnost proti korozi, ale také žáruvzdornost.
- AISI 904L: Tato jakost výrobní oceli je příbuzná chromniklovým nerezovým ocelím. Široce se používá při pokládce dlouhých potrubí pro dodávku materiálu v extrémních podmínkách prostředí. Má nejsilnější odolnost vůči většině typů koroze.
- AISI 310S: je modifikací výrobní oceli AISI 310. Vyznačuje se nízkým obsahem uhlíku ve slitinách a chemickým složením stavebních spojovacích prvků. Je široce používána při stavbě konstrukcí pro přepravu plynných látek. Má dobrou ochranu proti teplu, toxicitě a odolnost vůči tečení a oxidaci.
Jak je zřejmé, vlastnosti konstrukcí dle GOST a AISI jsou si navzájem velmi podobné. Ve skutečnosti jsou si navzájem analogické, s výjimkou některých speciálních vlastností.
Tabulka korespondencí jakostí oceli
| GOST | AISI |
| 12X18H10T | AISI 304 |
| 10X17H13MDT | AISI 316 Ti |
| 06XH28MDT | AISI 904L |
| 10X23H18 | AISI 310S |
Výroba bezešvých trubek z nerezové oceli umožňuje použití 20 různých typů slitin. Tato rozmanitost pomáhá vytvořit konstrukci s jedinečnou sadou vlastností vhodných pro specifický aplikační vektor.
Rozměry bezešvých trubek

Rozměry nerezových bezešvých trubek jsou regulovány jednou státní organizací pro kontrolu kvality – GOST. V závislosti na typu jsou rozměry, fyzikální a matematické veličiny stanoveny samostatným předpisem. Naštěstí pro výrobce existuje jeden předpis GOST 9941-81 pro tepelně a za studena deformované výrobky a podíly za tepla deformovaných výrobků jsou regulovány GOST 9940-81.
Tyto dokumenty jsou si vzhledově velmi podobné, ale mají jeden důležitý rozdíl. Ten spočívá v podobných mechanických parametrech bezešvých trubek. Rozdíl je dán odlišnými výrobními metodami, které jsou založeny na účelu provozu.
Potřebné předpisy GOST týkající se mechanických a fyzikálních parametrů těchto konstrukcí jsou uvedeny v následujících tabulkách:
Usnesení GOST 9940-81 o parametrech bezešvých trubek z nerezové oceli deformovaných za tepla
| Produkční třída oceli | Dočasná odolnost konstrukce při deformaci, mm^2 | Relativní prodloužení trubky, mm^2 | Hustota materiálu, g/cm^3 |
| Neméně | |||
| 08X13 | 375 | 24 | 8.01 |
| 12X13 | 397 | 20 | 8.01 |
| 15X25T | 445 | 15 | 7.91 |

Barva potrubí by měla být jasná, nejlépe bílá. To je nezbytné, aby konstrukce odrážela světlo, protože ultrafialové paprsky negativně ovlivňují výkon dopravní cesty.

Tento typ nerezových potrubí se vyrábí za působení vysokých teplot, mnohem vyšších než podobné ukazatele při pájení krystalových mřížek. Vyrábějí se ve velkém množství pro přepravu sypkých látek na velké vzdálenosti bez přerušení a zdlouhavých technických prací.
Při výrobě se používá technologie válcování za tepla. Bezešvý ocelový polotovar, předem upravený nerezovou ocelí, prochází mechanizačním procesem, přemění se na dutý pouzdro a poté se válcuje. Tento proces vytváření bezešvé struktury z nerezové oceli poskytuje linkám přesný výběr průměru.
Tyto typy bezešvých trubek z nerezové oceli mají několik závažných nevýhod:
- Výrobní technologie neumožňuje výrobu modelů s malým celkovým průměrem, což výrazně snižuje rozsah použití.
- Navzdory přesnosti výpočtů celkového průměru nelze další fyzikální a matematické veličiny vypočítat pomocí obecných vzorců. K tomuto jevu dochází kvůli nemožnosti vytvořit hladký konec trubky po válcování.
Bezešvé trubky válcované za studena

Kromě výrobní technologie se vyznačují větší tenkostí, menšími průměry a průřezy než analogy válcované za tepla. Výroba se provádí zahříváním ocelových polotovarů na relativně nízké teploty, po kterém se trubka vyjme zpod svařovacího stroje tažením konstrukce.
Ve skutečnosti jsou bezešvé trubky válcované za studena úplným opakem válcovaných za tepla, protože na rozdíl od svých analogů mají hladký povrch, což umožňuje přepravu téměř jakýchkoli látek na běžné vzdálenosti. Při výrobě se používá metoda deformace za studena, která zajišťuje následnou odolnost konstrukce vůči náhlým poklesům teploty.
Za zmínku stojí:
Pro metodu deformace za studena jsou vhodné všechny typy průřezů kromě kruhových. Tato technologie svařovacího zpracování není použitelná pro konstrukci bezešvých trubek válcovaných za studena, protože její vytvoření vyžaduje velký prostor, který tento systém nemůže poskytnout.
Tento typ nerezových trubek má několik nevýhod:
- Nejsou absolutně vhodné pro přepravu velkého množství na dlouhé vzdálenosti, protože úzký vnitřní průměr vede k častému ucpávání kanálů a nutí k neustálému technickému úsilí k odstranění problémů.
- Metoda deformace za studena činí trubky méně odolnými vůči vnějším vlivům a deformacím.
Tlusté bezešvé trubky

Jsou to za tepla válcované typy konstrukcí z nerezové oceli, které prošly mírnou deformací. Jsou potřebné pro vysoce kvalitní dlouhodobou přepravu kapalin a plynů v potrubích.
Díky absenci svarových švů jsou tyto konstrukce schopny odolat obrovskému parciálnímu i konstantnímu tlaku. Důležitým faktorem jejich popularity mezi výrobci jsou nízké náklady na materiály a suroviny pro výrobu. Nízkouhlíkové svařování založené na přidání žáruvzdorných chemických prvků zvyšuje pevnost a prodlužuje životnost.

S1 — plocha průřezu hladkého povrchu trubky;
D1 — vnější průměr hladkého konce;
A — tloušťka stěny v souladu s plochou průřezu;
Dв – vnitřní průměr trubky;
D — vnější průměr opačného konce trubky;
S — plocha průřezu druhého konce konstrukce
Tenkostěnné bezešvé trubky

Jsou to za studena válcované typy nerezových konstrukcí. Získávají se druhotným zpracováním trubek při minimálních výrobních teplotách s následnou mírnou deformací hladkého konce. Charakteristickým rysem výroby těchto modelů je absence svařování.
Protože se hotový výrobek získává z polotovarů, lze pro válcování bezešvých ocelových konstrukcí použít několik typů slitin:
- Vysoce legované;
- Legované;
- Vysoký obsah uhlíku;
- Uhlíkaté.
Monolitická povaha konstrukce zajišťuje možnost přepravy v náročných a extrémních podmínkách. Díky těmto vlastnostem se tenkostěnné bezešvé trubky široce používají ve strojírenství, automobilovém a leteckém průmyslu a v dodávkách produktů chemického a kryogenního průmyslu.
Podle předpisů GOST 8734-75 a 8733-74 závisí hodnota celkového průměru trubek na tloušťce stěny. Na rozdíl od silnostěnných analogů podléhají modely tvarované za studena tepelnému zpracování, které ovlivňuje konečný výsledek. Oficiální předpisy umožňují odmítnout tento postup, zatímco se původní hodnoty mění:

Bezešvé trubky z nerezové oceli se spojují krystalovým svařováním. Hlavním rozlišovacím znakem těchto konstrukcí, který jim umožňuje těšit se velkému úspěchu na trhu s potrubím, je absence svarů, což umožňuje použití automatické, poloautomatické a ruční svařovací technologie.
Absence svarů, nejzranitelnějších míst upevnění ocelových plechů, umožňuje přidání žáruvzdorných chemických prvků, které zlepšují pevnost a pružnost konstrukce. Takto se získávají bezešvé tažené trubky z nerezové oceli, které se dělí na silnostěnné a tenkostěnné modely.
Typy svařování bezešvých trubek z nerezové oceli

- TIG: proces svařování probíhá v atmosféře inertního plynu. Chrání konstrukci před následnou oxidací kyslíku a uhlíku. Zdrojem tepla pro svařování je elektrický oblouk, který vzniká při přechodu elektronů žáruvzdorného chemického prvku (často wolframu, W) do místa svařování. Pokud jsou splněny všechny normy, jsou švy rovné a hladké, v žádném případě horší než kovové analogy.
- HF: je svařování elektrickým proudem za vysoké frekvence. Omezená tavicí zóna, absence termodynamických dráždivých oblastí a heterogenita svaru mají za následek nižší pevnost ve srovnání s jinými typy. Jedinou výhodou, díky které se technologie HF používá, je její relativní levnost.
- Laser: Systém laserového spojování trubek kombinuje parametry TIG a HF, čímž se spojuje pevnost konstrukce a zmenšuje se tavná zóna, což snižuje náklady a finanční výdaje. Přesnost pájení ocelových plechů umožňuje použití tohoto systému v chemickém průmyslu pro spojování potrubních systémů, kde je důležité zachovat určité oblasti konstrukce.
Pokud si chcete koupit bezešvé potrubí v Moskvě nebo získat podrobnější rady, volejte: +7 (495) 136-32-54
![]()
![]()
![]()
![]()
![]()
Bezešvé trubky jsou produkt, se kterým se nepřímo setkáváme neustále: když otvíráme vodu v kuchyni (vodovodní trubky jsou bezešvé), když zapalujeme plyn (vysokotlaké plynové trubky jsou také bezešvé). Díky nim si dokonce nosíme domů potraviny v plastových sáčcích, protože syntéza polyethylenu probíhá pod vysokým tlakem a není možná bez přívodu různých komponentů bezešvými trubkami.
Letecký a automobilový průmysl, ropný průmysl, chemický průmysl – žádný z nich se bez tohoto typu válcované oceli neobejde.
Všude tam, kde je nutné „udržovat“ tlak, jsou bezešvé trubky nepostradatelné.
Stejně jako každý skvělý produkt mají i bezešvé ocelové trubky svou nevýhodu – poměrně vysokou cenu… která se navíc liší v závislosti na výrobní technologii.
Proto je rozumné pochopit, jak se bezešvé trubky vyrábějí a za jakých podmínek je nejlepší je používat.
O výhodách závodů ve zbrojení
Začněme tím, že technologie výroby bezešvých trubek vděčí za svůj samotný vznik v mnoha ohledech závodům ve zbrojení v 19. století, kdy se po krymské a francouzsko-pruské válce velmoci začaly zabývat zdokonalováním dělostřeleckých systémů.
Zbraně potřebovaly být silnější a s větším dostřelem, se stále delšími hlavněmi – ale stávající technologie odlévání a vrtání v této oblasti dosáhly v 70. letech 2. století hranice svých možností. Hlavně delší než XNUMX metry, vyrobené s využitím těchto technologií, ztrácely na přesnosti střelby natolik, že nemělo smysl je vyrábět.
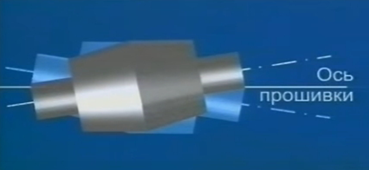
Pak ale přišel objev bratrů Mannesmannových, kteří v roce 1886 v Německu ve svém hutním závodě objevili efekt, který tvořil základ pro výrobu bezešvých trubek válcovaných za tepla.
Ukázalo se, že když je kulatý kovový polotovar, pohybující se podél své osy, zpracováván kuželovými válci otáčejícími se v jednom směru ve svislé rovině pod úhlem 4-12 stupňů, v jeho axiální části se vytvoří malý otvor. Který lze poté válcováním zvětšit na požadovaný průměr.
Na světové výstavě v roce 1889 způsobily bezešvé trubky senzaci – americký vynálezce Thomas Edison dokonce nazval způsob jejich výroby „nejúžasnějším objevem století“.
Armádě se přirozeně nová technologie, která umožňovala vyrábět hlavně děl dlouhých několik metrů (s odpovídajícím zvýšením výkonu a dostřelu), velmi líbila – a závody ve zbrojení dělostřelectva vstoupily do nové fáze.
Nicméně, za každým štěstím je něco dobrého: bezešvé trubky se začaly používat i v civilním průmyslu. Velmi brzy poskytly velkým městům spolehlivé systémy zásobování vodou, chemickému průmyslu a stavbě lodí (tehdy ještě parním) spolehlivé potrubí a geologům možnost těžit ropu z hloubek několika set metrů. A pak – víte…
Výhody bezešvých trubek
Kromě schopnosti odolávat vysokému tlaku mají bezešvé trubky ještě jednu významnou výhodu – plasticitu. Při ohýbání i ve velkých úhlech se bezešvé trubky bez problémů narovnají, aniž by porušily povrch, zatímco jejich svařované protějšky při stejném zatížení “praskají” podél švu nebo se “zlomí” v ohybu. Proto musí být sloupy osvětlení podél silnic, sloupky dopravních značek atd. – vše, co může být vystaveno silám schopným “zlomit” trubku, podle stávajících norem vyrobeno z bezešvých výrobků.
Kromě toho, když bezešvé trubky neodolají vnitřnímu tlaku, „neotevírají se“ podél švu, ale dochází k lokálním prasklinám, které jsou mnohem menší plošně. Tato vlastnost bezešvých ocelových trubek umožnila pokládat vysokotlaké potrubí.
Jak se vyrábějí trubky válcované za tepla?
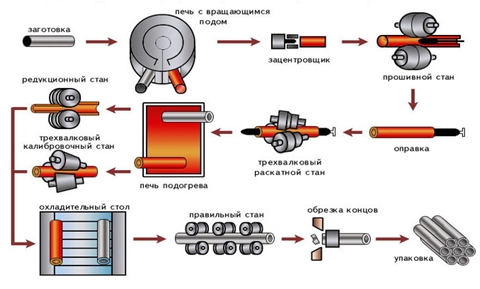
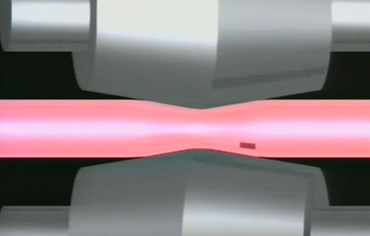
Výroba za tepla válcovaných (nazývaných také za tepla deformovaných) bezešvých trubek zůstala v podstatě stejná jako v 19. století. Kulatý polotovar je vystaven působení válců, načež se v jeho axiální části vytvoří malý otvor.
Poté se pomocí speciálního trnu instalovaného mezi válečky zvětší plocha otvoru na požadované rozměry a jeho povrch se vyrovná. Pro udržení obrobku v požadované poloze se používají vodicí pravítka a nevodivé (netlačné) válečky.
Další fází je zpracování na válcovací stolici, což je mezioperace před finálním válcováním. Poté výrobek putuje do kontinuální válcovny za tepla. A poslední fází je kalibrace hotového výrobku za studena. V případě potřeby se nařeže závit. Poté následuje kontrola, balení a doprava nebo další zpracování ve fázi válcování za studena.
Válcování za studena – co to je?
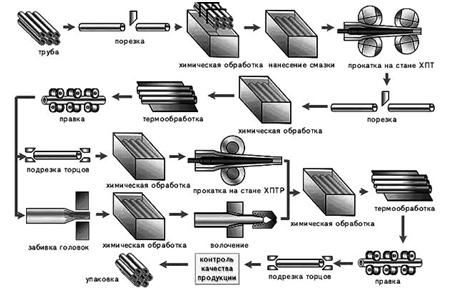
Za tepla tvářené bezešvé trubky slouží jako polotovary pro za studena válcované bezešvé trubky a procházejí pečlivým výběrem. Aby kov získal potřebné vlastnosti, je žíhán a ošetřen (leptán) kyselinou, poté čištěn alkalickým roztokem a sušen. Ocelová trubka je navíc poměděna nebo fosfátována, což zlepšuje vlastnosti hotového výrobku.
Poté se obrobek, zahřátý na 500 stupňů, odešle do válcovací stolice, která se skládá z
z pohyblivé klece a dvou válečků. Válečky jsou umístěny pod určitým úhlem a otáčejí se v opačných směrech a tvoří ráži. V závislosti na úhlu válečků se ráže může zvětšovat nebo zmenšovat. S každou z nich se mění průměr trubky a tloušťka jejích stěn, ale zvyšuje se jejich pevnost a hladkost povrchů.
Při výrobě tenkostěnných trubek se celý tento proces několikrát opakuje (od žíhání a moření až po válcování), což z tenkostěnných trubek válcovaných za studena dělá poměrně drahý produkt.
Podle délky se trubky tvarované za studena klasifikují jako
měřeno (4,5–9 m),
násobky rozměru (1,5–11,5 m)
neměřený
V druhém případě se délka hotového výrobku pohybuje mezi 1,5 a 9 m. Kromě toho GOST 8734-75 dělí trubky tvarované za studena na
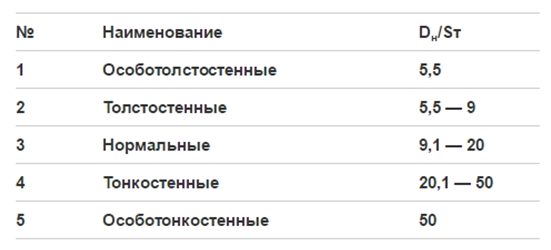
extra tenkostěnné — s poměrem průměru k tloušťce stěny větším než 50
tenkostěnné – s poměrem od 20,1 do 50
нормальные — s poměrem od 20 do 9,1
silnostěnné — s poměrem v rozmezí 5,5–9
obzvláště silnostěnné — s poměrem vnějšího průměru k tloušťce stěny menším než 5,5
Výhody trubek válcovaných za studena
Trubky válcované za studena odolávají obrovskému (až několik tisíc atmosfér) tlaku, což umožňuje jejich použití při výrobě nejen zbraní, ale i vysokotlakých potrubí a při instalaci tepelných a jaderných elektráren. Požadavky na pevnost u trubek válcovaných za tepla jsou mnohem skromnější – musí odolávat tlaku až 200 atmosfér a lze je použít v naprosté většině případů – včetně městských potrubí, spalovacích motorů atd.
Pevnost, složení, vlastnosti a GOST
V Rusku se bezešvé trubky podle své pevnosti konvenčně dělí do 6 tříd, a to:
1 třída — potrubí je vhodné pro čerpání kapalných a plynných látek za nízkého tlaku nebo v zavlažovacích systémech. Mohou být také použity ke stavbě lešení, plotů atd.
2 třída — takové trubky lze použít v nízkotlakých a středotlakých potrubích pro přepravu plynu, vody a ropných produktů s nízkou viskozitou.
3 třída — výrobky pro provoz za podmínek vysokého tlaku a teploty: v topných kotlích, v jednotkách na krakování ropy, v potrubích jaderných elektráren.
4 třída — silnostěnné trubky, které odolávají vysokému torznímu zatížení. Používají se při vrtných operacích, těžbě ropných polí atd.
5 třída – potrubí určené pro použití v dopravním strojírenství: při výrobě vagonů, automobilů, mostových jeřábů, vrtných souprav.
6 třída – polotovary trubek pro výrobu ložisek, válců čerpadel atd.
Kromě toho GOST 8731 podle preferovaných parametrů rozděluje potrubní výrobky do několika skupin – A, B, C, G a D.
Každá z těchto skupin je vyrobena ze specifických druhů oceli. Některé skupiny mají standardizované chemické složení oceli, jiné mají standardizované mechanické vlastnosti hotového výrobku a „D“ má standardizovaný hydraulický zkušební tlak.
Skupina
Parametry
GOST pro ocel
Třída pevnosti
Trubky se standardizovanými mechanickými vlastnostmi