Prvky režimu řezání | Vzdělávací materiály
Mezi hlavní prvky řezného režimu patří hloubka, posuv a řezná rychlost. Uvažujme řezné schéma pro soustružení na příkladu soustružení válcové plochy na soustruhu.
Hloubka řezu
t – hloubka řezu, množství odebrané kovové vrstvy, měřené kolmo k obrobené ploše a odebrané jedním průchodem řezného nástroje:
kde Dzag – průměr ošetřovaného povrchu, mm;
d – průměr ošetřovaného povrchu, mm;
Obvykle se předpokládá, že hloubka řezu t se rovná přídavku. Během dokončovacího průchodu by t nemělo být větší než 1…2 mm.
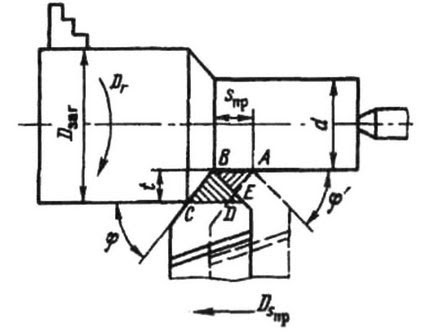
Obrázek 4.1 – Řezné prvky a geometrie řezané vrstvy
Feed
Posuv S je velikost (dráha) pohybu břitu na otáčku zpracovávaného obrobku nebo na zdvih obrobku nebo nástroje ve směru pohybu posuvu, mm/ot., mm/dvojitý zdvih.
Posuv se určuje na základě podmínky zajištění požadované drsnosti obrobené plochy. Obvykle běží na Sпр = (0,20…0,25) mm/ot. Vysoká čistota se získá při práci na Sпр = 0,03…0,05 mm/ot.
Tyto parametry, prvky režimu řezání t a S, přímo ovlivňují velikost odebraných třísek, a to následovně:
a je tloušťka řezané vrstvy, vzdálenost mezi dvěma po sobě jdoucími polohami hlavního břitu na jednu otáčku obrobku je určena a = S sinφ;
в – šířka řezané vrstvy, vzdálenost mezi zpracovávanou a obrobenou plochou, měřená podél řezné plochy: в=t/sinφ.
Stínovaná oblast se nazývá plocha průřezu řezané vrstvy F:
F = t · S = a · b, mm2.
Rychlost řezání
V – řezná rychlost, dráha pohybu opracovávaného povrchu obrobku vzhledem k řezné hraně frézy za jednotku času, m/min.
n – počet otáček obrobku/min.
Pokud je hlavní pohyb vratný (například hoblování) a pracovní a volnoběžné otáčky se liší, pak se řezná rychlost vm/min zjistí z následujícího vztahu
kde L je návrhová délka zdvihu nástroje;
m – počet dvojitých zdvihů nástroje za minutu;
K – koeficient udávající poměr pracovních a volnoběžných otáček.
Pro zvýšení produktivity obráběcího procesu by mělo být řezání V největší. Řezná rychlost je však omezena trvanlivostí břitu nástroje, tzn.
kde T je životnost nástroje, tzn. schopnost udržovat řezné hrany v provozním stavu (dokud není dosaženo kritického kritéria otupení hzkr);
Сv – koeficient zohledňující specifické podmínky zpracování: fyzikální a mechanické vlastnosti zpracovávaného materiálu, kvalita povrchu obrobku, úhly břitu, podmínky chlazení atd.;
хy a yv – exponenty v hloubce řezu t a posuv S, stejně jako Cv specifikované ve standardních příručkách pro řezání. Pro určení optimální řezné rychlosti je potřeba ekonomická analýza, která zjistí, co je výhodnější – zvýšení řezné rychlosti nebo prodloužení životnosti nástroje. Například výpočty nebo experimenty odhalily, že při řezných rychlostech
| V, m/s | 1,2 | 1,5 | 1,7 | 2,0 |
| T, sek | 425 | 166 | 100 | 33 |
Při analýze těchto výsledků lze poznamenat, že zvýšení řezné rychlosti o 25 % vede ke snížení životnosti nástroje téměř trojnásobně. Proto je třeba zvážit, co je z hlediska času výhodnější – zvýšení rychlosti nebo udržení výdrže? Referenční knihy obsahují doporučené řezné rychlosti V pro dané specifické podmínky zpracování. Při přiřazení V je zohledněn jeho vliv na drsnost povrchu, která má významný vliv na odolnost pracovních ploch součásti proti opotřebení, její odolnost proti únavě a korozi a také na účinnost strojů.
Drsnost – jeden z ukazatelů kvality povrchu se posuzuje výškou, tvarem, směrem nerovností včetně výstupků a prohlubní na povrchu dílů, vyznačujících se malými kroky, tzn.
Vyznačuje se třemi výškovými parametry Ra, Rr, Rmax dvoukrokový Sm, S a relativní referenční délka tр.
Drsnost je ovlivněna režimem řezání, geometrií nástroje, vibracemi a fyzikálními a mechanickými vlastnostmi materiálu obrobku.
Podle moderních koncepcí je třecí síla Fт zahrnuje sílu molekulární interakce kontaktních povrchů a sílu odporu vůči jejich pohybu v důsledku záběru nepravidelností.
Při příznivém profilu je odolnost součásti proti opotřebení vyšší díky nižším kontaktním napětím. Je třeba mít na paměti, že únavové poruchy vznikají střídavým zatížením a vznikají trhliny z povrchu a v místech nejvíce namáhaných, tzn. v prohlubních, kde je vysoký stupeň plastické deformace.
Řezná rychlost je proto přiřazena tak, že po určité době (životnost T) se fréza opotřebuje na hodnotu kritéria h3. Takže T = 30. 60 min pro frézy vyrobené z rychlořezné oceli a Tmax = 90 min – pro frézy s pájenými karbidovými slitinami.
Příklad řezání
Pro určité podmínky zpracování na šroubořezném soustruhu model IK62 určíme hodnoty teoretické řezné rychlosti Vт:
- při soustružení průchozí frézou vybavenou pájenou deskou z tvrdé slitiny VK8
m/min; - při soustružení průchozí frézou vybavenou pájenou deskou z tvrdé slitiny P18
, m/min.
C hodnotyv = 5640 a 1500, m = 0,8, Xv = 0,55 a Uv = 0,55 převzato z referenčních normativních materiálů o řezání.
Je třeba poznamenat, že řezná rychlost nemá významný vliv na drsnost, stejně jako hodnota posuvu.
Pomocí pasových údajů stroje IK62 určíme skutečnou řeznou rychlost Vд.
Odhadovaná rychlost vřetena, pr (pro Vт = 120 m/min):
Na stroji Vт – teoretická řezná rychlost pro dané podmínky zpracování, m/min; Dз – průměr obrobku, mm.
Doba strojního zpracování opredelyaetsya po formuli
kde l je délka obrobku, mm;
l2 – délka přejezdu, podle standardních tabulek: pro hloubku řezu
kde d je průměr ošetřovaného povrchu;
l1 – délka ponoru
kde φ je hlavní úhel v půdorysu frézy, vezmeme jej rovný 60°.
S – podélný posuv frézy na otáčku obrobku. Teoretickou hodnotu posuvu S = 0,6 mm/ot nahradíme hodnotou nejbližšího posuvu dostupného na stroji IK62, tzn. S = 0,61 mm/ot.
Výkon Nр vynaložený na proces řezání při řezné síle Рz = 300 kg je určen vzorcem
Požadovaný výkon motoru k provedení daného režimu zpracování
kde η je koeficient výkonu (účinnosti) rovný 0,75.
Zatížitelnost stroje IK62 pro uvedené zpracování s výkonem jeho elektromotoru Numění. = 10 kW.
Mezi parametry procesu řezání patří hlavní (technologický) čas zpracování – čas strávený přímo procesem změny tvaru, velikosti a drsnosti opracovávaného povrchu obrobku.
Při soustružení válcové plochy souvisí hlavní (strojní) čas a prvky řezného režimu vztahem
kde Li = l + l1 +l2 – dráha řezného nástroje vzhledem k obrobku ve směru posuvu ( l – délka obrobené plochy, mm; l1 = t·ctgφ – hodnota průniku frézy, mm; l2 = 1–3 mm výstup frézy (přejezd)), i =H/t počet pracovních zdvihů frézy potřebných k odebrání materiálu ponechaného ke zpracování (H – tloušťka odebrané kovové vrstvy, mm).
Obecně se kusový čas skládá
kde Tв – pomocný čas nutný k provedení úkonů souvisejících s přípravou na proces řezání (přiblížení a vyjmutí nástrojů, montáž a demontáž obrobku atd.);
Тasi – čas na údržbu pracoviště, zařízení a nářadí v provozuschopném stavu;
Тп – čas na odpočinek a přirozené potřeby, rozdělený do jednoho detailu.
Hloubka řezu, řezná rychlost a pracovní posuv jsou hlavní charakteristiky při určování řezného režimu na soustruhu. Jak je správně vybrat a jaké metody k tomu existují, řekneme v článku.

Správná volba režimu zpracování na soustruhu je důležitým úkolem. Pokud jsou provozní parametry správně nastaveny, stroj pracuje s maximální účinností:
- je dosaženo vysoké produktivity;
- minimální náklady;
- zlepšuje se kvalita povrchové úpravy;
- řezný nástroj pracuje bez zvýšeného opotřebení a neláme se;
- pravděpodobnost sňatku je prakticky snížena na nulu.

Proces tvorby třísky na CNC soustruhu. Zdroj www.dreamstime.com

Řezné parametry pro soustružení
Provozní parametry jsou souborem charakteristik, které se nastavují v souladu s technologickou cestou pro zpracování dílce konkrétním nástrojem. Pokud je výrobek složitý, pro každý stupeň (přechod) určují operace jeho parametry s přihlédnutím k technologickým požadavkům výkresů, rozměrů a tolerancí.
Optimální režim otáčení zpravidla stačí zvolit jednou – pro první díl. Pravda, ne vždy. Kvalita kovu se může lišit od šarže k šarži a musíte se přizpůsobit stávajícím podmínkám. Ale pokud nedojde k žádným změnám, pak se v budoucnu při výrobě takových dílů automaticky upraví parametry, což umožňuje urychlit nastavení stroje a optimalizovat výrobní proces.
Hlavní řezné parametry jsou:
- hloubka řezu – t, mm;
- pracovní posuv – S, mm/ot;
- řezná rychlost – V, m/min.

Prvky řezných režimů při soustružení
Mezi další parametry patří: hmotnost a materiál obrobku, přídavky, otáčky vřetena, materiál frézy (řezné součásti), pomocná a hlavní doba zpracování, povrchová úprava a všechny další vlastnosti, které ovlivňují výsledek soustružení.
Výpočet řezných podmínek soustružení se provádí jedním ze tří způsobů.
- Analytické (výpočet) – podle vzorců, na základě technických vlastností stroje.
- Software – pomocí speciálního softwaru. Takto se určují řezné podmínky na moderních CNC soustruzích: stejné vzorce, ale stroj je vypočítává, což minimalizuje pravděpodobnost chyb.
- Tabulkový – výběr řezných parametrů na základě vlastních zkušeností a referenčních tabulek. Je obtížné vzít v úvahu všechny nuance, takže metoda se obvykle používá ve spojení s analytickou metodou.
Výpočet režimů otáčení
Nejprve se určí hloubka řezu, poté posuv a pracovní rychlost. Tento výpočetní postup je způsoben zvýšením míry vlivu parametru na životnost řezného nástroje. Hloubka řezu má nejmenší vliv na množství tepla uvolněného při řezání a tím i na opotřebení frézy, zatímco posuv a rychlost mají větší vliv.
Hloubka řezu
Tímto parametrem se rozumí vzdálenost, na kterou je fréza ponořena do materiálu obrobku. Rozdíl mezi původním průměrem obrobku D a novým průměrem d, který se získá po průchodu frézou, se obvykle nazývá přídavek. Proto říkají, že hloubka řezu je určena přídavkem odebraným z obrobku při jednom průchodu frézou.
S ohledem na skutečnost, že na soustruhu se zpracování provádí podél osy otáčení obrobku, má vzorec tvar:
t – hloubka řezu;
D – průměr před průchodem frézy;
d – průměr po průchodu frézy.
Při řezání konců, když se zpracování provádí kolmo k ose otáčení, se t rovná hloubce řezané vrstvy.
Při stanovení t je důležité vzít v úvahu požadavky na drsnost povrchu a kvalitu přesnosti. Pokud jsou požadavky vysoké, doporučuje se provést několik průchodů, abyste odstranili přídavek větší než 2 mm. Pokud jsou povolenky nerovnoměrné, přidají se také průchody, aby se předešlo narušení geometrie.
Pracovní krmivo
Posuvem se rozumí rychlost pohybu řezného nástroje hnacím mechanismem stroje. Při soustružení tento indikátor určuje vzdálenost, kterou fréza urazí během jedné otáčky obrobku.
- Během hrubování zvolte maximální posuv s ohledem na výkon/tuhost stroje a sílu řezného nástroje.
- Během dokončování zvolte minimální posuv s ohledem na specifikované parametry drsnosti.
Pro zjednodušení výpočtů vyberte vhodnou hodnotu posuvu pomocí referenční tabulky.

V případě značného rázového zatížení by se hodnota určená z tabulky měla vynásobit 0,85. Při obrábění žáruvzdorné oceli je doporučená rychlost posuvu 1 mm/ot.
Rychlost řezání
Řezná rychlost při soustružení se vztahuje k dráze, kterou urazí řezný hrot za jednotku času, obvykle za minutu. Délka dráhy závisí na průměru obrobku a počtu otáček, které během tohoto časového intervalu vykoná.
Při výpočtu řezných podmínek při soustružení použijte vzorec:

V – řezná rychlost;
D – průměr obrobku;
n – počet otáček obrobku.
V praxi se tento parametr obvykle určuje na základě životnosti použitého řezného nástroje. Například životnost tvrdokovových fréz se pohybuje v rozmezí 60. 90 minut. Pro snazší určení V můžete použít vyhledávací tabulky.
Odpovídající režim řezání výkonu hlavního motoru stroje
Po určení všech hlavních parametrů režimu zpracování na soustruhu je nutné zkontrolovat jejich shodu s výkonem zařízení.
Nejprve vypočítejte řeznou sílu pomocí vzorce:

P – řezná síla, kg;
Ср – koeficient v závislosti na kvalitě zpracovatelského materiálu;
t – hloubka řezu;
Hodnoty množství zahrnutých ve vzorci se vybírají z tabulky.

Dále dosadíme zjištěnou hodnotu řezné síly do vzorce:

Numění. – výkon stroje, kW;
V – řezná rychlost;
Pas stroje obsahuje hotové tabulky pro stanovení řezného výkonu při různých hodnotách režimu zpracování. Je nutné porovnat normalizované ukazatele s těmi, které byly zjištěny výpočtem. Vypočítané hodnoty nemohou být větší než přípustné, jinak zařízení nemusí vydržet zatížení a dokonce selhat. Pokud jsou získané hodnoty větší, je třeba je upravit.
Výhodou použití soustruhů s počítačovým numerickým řízením (CNC) je možnost rychlého výpočtu optimálního řezného režimu pro libovolné soustružnické operace pomocí speciálního softwaru a také jednoduchá a rychlá realizace jakýchkoliv úprav bez nutnosti ručních výpočtů.