Pozice svařování: hlavní typy a doporučení
O čem to mluvíme? Otázka průměrného svářeče, jaká by měla být svařovací poloha z hlediska prostoru a elektrody, není nejjednodušší. Zejména pro začínajícího mistra, který se právě naučil zapálit oblouk.
Co se stane? Existují čtyři hlavní možnosti: H1, B1, B2, G. Vzhledem k tomu, že každý typ má rozdíly, je důležité znát význam označení, aby výsledek svařování odpovídal očekávanému výsledku.
Základy svařování
Poloha švu v prostoru během svařování se volí s ohledem na různé faktory. Svářeč si zpravidla vybírá na základě velikosti konstrukce, jejího typu a složitosti práce. Nejjednodušší poloha svarového spoje při jeho tváření je spodní.
V tomto případě nedochází k úniku taveniny ze svarové lázně, což znamená, že není třeba se uchylovat ke snižování svařovacího proudu nebo změně trajektorie a rychlosti pohybu hrotu elektrody vzhledem ke spojovaným obrobkům.
Profesionální svářeči musí umět pohodlně svářet v jiných polohách, stejně jako mít teoretické znalosti o technikách tvarování spodních, horizontálních, vertikálních a horních svarů.
Každá z uvedených poloh švu v prostoru může být optimální v závislosti na charakteru prováděných svařovacích prací.
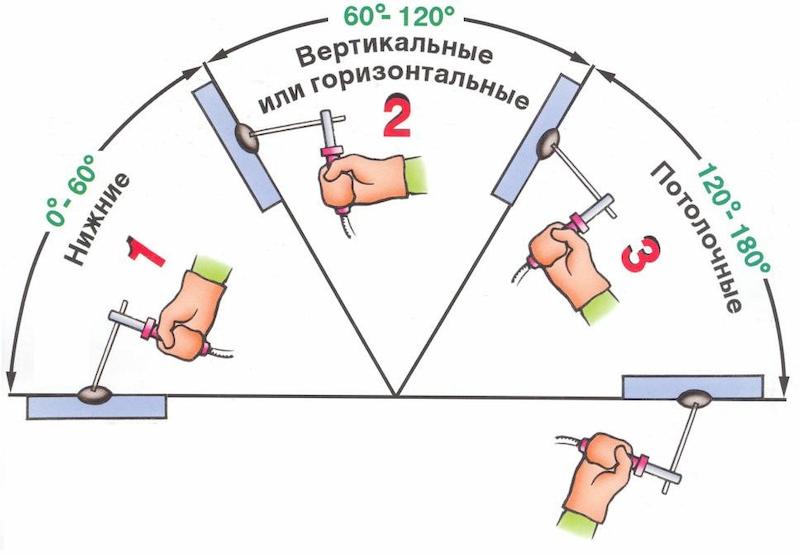
Takže jsou čtyři možnosti:
- svařování ve spodní poloze;
- svařování ve vodorovné poloze;
- svařování ve svislé poloze;
- svařování ve stropní poloze.
Podívejme se na vlastnosti každého z nich na příkladu ručního obloukového svařování spotřebnými elektrodami:
Svarové švy ve spodní poloze
Toto je nejjednodušší poloha pro vytváření svarových spojů. Při svařování je tyč elektrody umístěna v pravém úhlu k povrchu spojovaných obrobků. Ve schematickém znázornění spodní polohy švů je označena písmenem „H“.
Vzhledem k pohodlí této varianty prostorové polohy svarového spoje mají takové švy vysokou kvalitu a maximální pevnost. Ve spodní poloze má svářeč možnost důkladně svařit tlustý kov spojovaných dílů.
Horizontální poloha švu při svařování
Provádění svářečských prací s takovou prostorovou polohou svaru je komplikováno možným únikem taveniny ze svarové lázně. Doporučená poloha elektrodové tyče vzhledem k připojovaným hranám je kolmá.
Pro vytvoření kvalitních svarů je nutné věnovat náležitou pozornost přípravě, řezání a ořezávání spojovaných hran.
Vertikální poloha švu při svařování
Spoj obrobků je v tomto případě umístěn svisle. Aby se zabránilo vytékání taveniny ze svarové lázně, svařování se nejčastěji provádí zdola nahoru, přičemž tyč elektrody se drží pod úhlem 45–50° vzhledem k povrchu kovu spojovaných dílů.
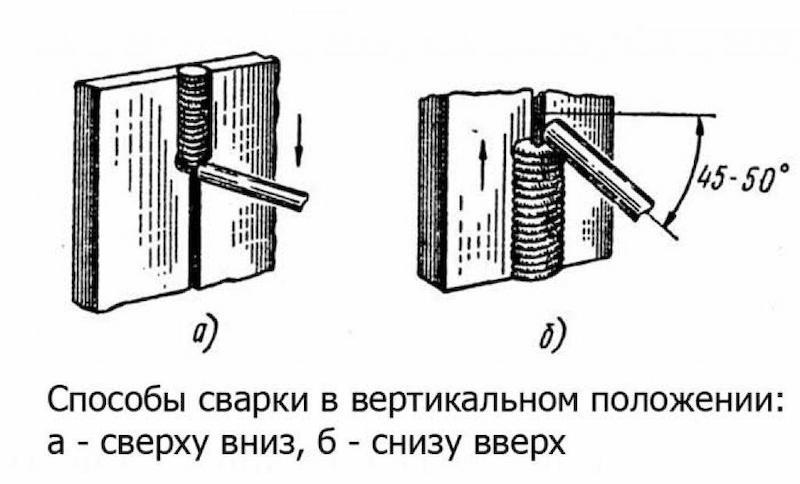
V některých případech je možné svařovat shora dolů, ale trpí tím pevnost svarového spoje.
Stropní poloha švu při svařování
Toto je nejobtížnější možnost umístění švu. Potíže jsou spojeny s nutností držet elektrodu v ruce natažené nahoru, stejně jako s taveninou, která vytéká ze svarové lázně a padá na svářeče.
Poloha elektrody při svařování
Podívejme se blíže na svařování v různých polohách a způsobech jeho provádění (rychlost a dráha hrotu elektrody, vliv úhlu sklonu tyče a délky oblouku):
Umístění tyče elektrody vzhledem k povrchu obrobku
Svářeči obvykle volí jednu ze dvou poloh elektrodové tyče vzhledem k povrchu spojovaných dílů – kolmo nebo pod ostrým úhlem. Druhá možnost je oblíbenější. Když je elektroda umístěna v pravém úhlu, může být v poloze PF (hrotem dolů) nebo B1 (hrotem nahoru).
Pokud je elektroda umístěna pod úhlem, její hodnota je 30–45°. T-, rohové a přeplátované spoje jsou tvořeny nakloněním tyče o 45°, což umožňuje vytvořit symetrickou „loďku“. To umožňuje stejnoměrné natavení obou okrajů, čímž se zabrání podřezání a vytvoří se vysoce kvalitní švy.
Někdy při svařování na těžko přístupných místech musí svářeč přivést elektrodu pod menšími úhly. V tomto případě trpí symetrie „lodě“, ale kvalita svarových spojů je zpravidla zachována a jejich konstrukční vlastnosti se nemění.
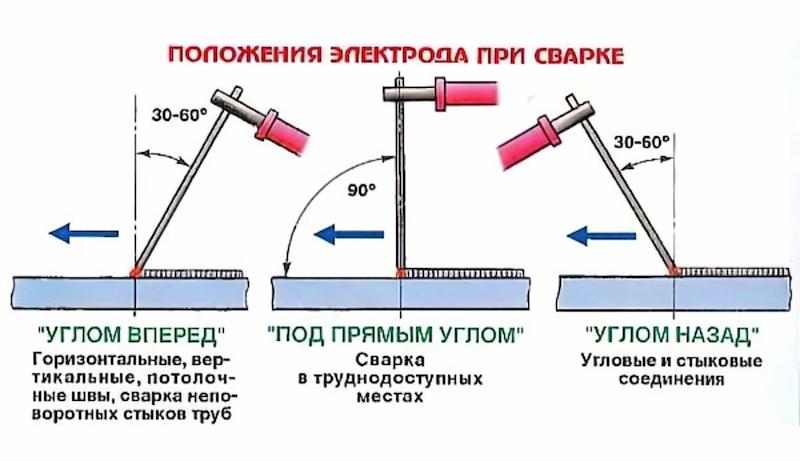
Směr hřídele elektrody
V závislosti na tloušťce obrobků a prostorové poloze švu lze svařování provádět jedním ze dvou způsobů.
V prvním případě se elektroda pohybuje ve směru sklonu, to znamená, že před elektrodou je umístěn ostrý úhel. Ten je umístěn před držákem. Tato možnost umožňuje svařovat kov do menší hloubky při vytváření stropního spoje, kořenového svaru nebo svařování dílů z tenkého plechu.
Pokud se elektroda pohybuje pod úhlem dozadu, svářeč umístí ostrý úhel směrem k sobě a držák se přesune před tyč. Výhodou této metody je poskytnout dobrý přehled, usnadnit kontrolu svarové lázně a snížit riziko úniku strusky. Tímto způsobem se rohové a T-spojy svařují ve spodní nebo vodorovné poloze. V tomto případě je kov svařen do větší hloubky, ale šířka švu je menší.
Pokud je šev umístěn svisle, doporučuje se držet elektrodu v ostrém úhlu dopředu. Tato metoda umožňuje spojovat kovové obrobky různých tlouštěk. Přesunutím špičky tyče zdola nahoru svářeč zajistí, že tavenina zůstane zadržena ve svarové lázni díky housence, která se tvoří na dně.
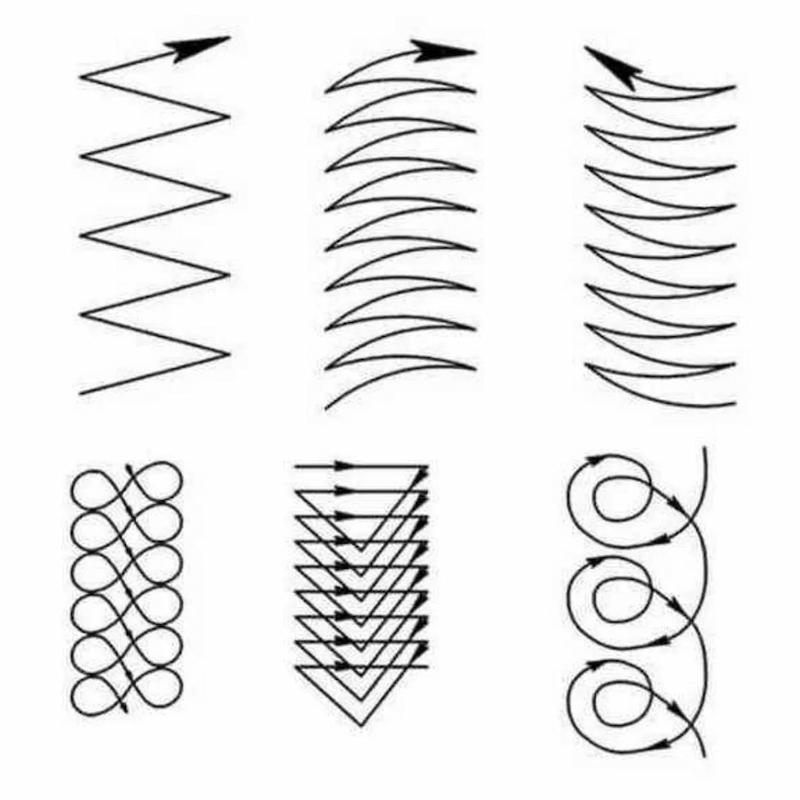
Trajektorie hrotu elektrody
Pro vytvoření vysoce kvalitních svarových spojů je důležité nejen umístění elektrodové tyče vzhledem k povrchu spojovaných dílů, ale také trajektorie, po které se její hrot pohybuje:
- srpek – popisující taková čísla, elektroda tvoří váleček jednotné tloušťky a šířky;
- trojúhelník nebo rybí kost umožňuje hluboce svařovat kov obrobků – tato metoda se používá při svařování tlustého kovu nebo tvarování švů s nohou větší než 6 mm;
- rybí kost se zpožděním u kořene – umožňuje roztavit kov masivních obrobků ještě hlouběji;
- cik-cak – používá se pro tavení širokých housenek a svařování na tupo;
- smyčky různých tvarů – umožňují dobrý ohřev a svaření spojovaných hran.
Při výběru dráhy hrotu elektrody byste měli vzít v úvahu typ připojení, polohu svaru a dovednosti, které svářeč má.
Délka oblouku
Spolehlivost a kvalita svarových spojů závisí také na správné volbě délky oblouku a jeho zachování při vedení elektrody.
Při ručním obloukovém svařování se většinou dodržuje pravidlo – délka oblouku (mezera mezi špičkou elektrody a okrajem svarové lázně) se přibližně rovná tloušťce tyče.
Krátkým obloukem jsou malé kapky přídavného kovu přeneseny do svarové lázně bez rozstřiku, což umožňuje vytvoření vysoce kvalitních a spolehlivých svarů. Pomocí tyče potažené rutilem se svařování obvykle provádí s delší délkou oblouku než při práci s hlavní elektrodou. Ty jsou umístěny pod velkým úhlem k povrchu spojovaných dílů. Pro vytvoření stropních švů vždy používejte krátký oblouk, abyste zajistili minimální objem vany a zabránili úniku taveniny.
Pro udržení oblouku můžete „hledí“ elektrody opřít o okraj svarové lázně. Kromě toho je nutné pracovat v pohodlné a stabilní poloze a mírně stisknout rukojeť. V opačném případě se může napnuté rameno otřást a způsobit změnu délky oblouku.
Typy připojení
Existují různé typy svarových spojů, které mohou být natupo nebo koutové. V prvním případě mluvíme o dosednutí konců spojovaných dílů. Tento způsob se praktikuje při montáži kovových konstrukcí různých typů. Svařování na tupo se vyznačuje vysokou produktivitou a relativně nízkou spotřebou kovu a také zajišťuje tvorbu vysoce kvalitních, spolehlivých a úhledných švů. Je třeba připravit okraje.
Plechy, trubky a válcovaný kov se obvykle svařují natupo. U rohového spojení, jak název napovídá, jsou obrobky umístěny vůči sobě navzájem pod úhlem, jehož velikost je určena vlastnostmi konkrétní kovové konstrukce. Na křižovatce se vytvoří šev.
T-spoj zahrnuje připevnění jedné části k rovnému povrchu druhé, obvykle v pravém úhlu. Při použití této metody je důležité věnovat náležitou pozornost přípravě spojovaných ploch. Důležitou roli hraje správné oříznutí a vyčištění kovu od defektů, nečistot a oleje. Kromě toho příprava zajišťuje nejvyšší kvalitu vzájemného spojení obrobků.
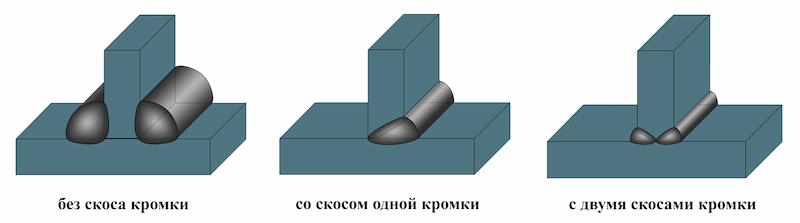
Pokud je kov silný, je nutné zkosit obě strany pro maximální penetraci. U T-spojů je optimální instalovat díly „do lodi“. Během svařování by měla být tyč elektrody umístěna kolmo ke kovovému povrchu. Masivní kousky lze vařit v několika průchodech.
Při překrývání obrobků jsou obrobky vzájemně rovnoběžné, jejich plochy se vzájemně překrývají. Obvykle se tímto způsobem provádí odporové nebo bodové svařování. Není potřeba žádné řezání hran. Použití metody je omezeno tloušťkou obrobků, která by neměla přesáhnout 10 mm.
Další klasifikace svarů je založena na tvaru housenky:
- normální – taková housenka se vytváří při svařování dlouhým obloukem a poskytuje vynikající odolnost vůči dynamickému zatížení díky absenci rozdílů mezi povrchy základního kovu a svaru;
- konvexní nebo zesílené – pro vytvoření podobných, relativně úzkých švů se používá krátký oblouk a několik průchodů, což zvyšuje spotřebu svařovacích materiálů;
- konkávní nebo zeslabený – takový šev, který je drážkou, se vytvoří, pokud se svařování provádí s porušením technologie nebo jsou spojované hrany špatně připraveny (lze použít při svařování obrobků z tenkého plechu).

Kromě toho svářeči používají další systém pro klasifikaci švů:
- jednostranné spojení je vytvořeno bez převrácení výrobku pro svaření švů z rubové strany (v dokumentech je označováno zkratkou OS (SS));
- obousměrné připojení DS (BS);
- připojení na obložení (odnímatelné nebo nerozebíratelné) SP (MB);
- připojení bez podložek BP (NB);
- spojení s odizolovaným spojem – při odizolování kořene se používá označení ZK (GG) a bez něj – BZ (NG).
Klasifikace může být také založena na konfiguraci svarových spojů – přímé, spirálové (kruhové) nebo zakřivené. Všechny tyto možnosti lze využít bez ohledu na prostorové polohy při svařování. Švy se také dělí na kontinuální a přerušované.
Proč byste nás měli kontaktovat?
Ke všem klientům přistupujeme s respektem a plníme úkoly jakékoli velikosti stejně pečlivě.
Naše výrobní zařízení nám umožňuje zpracovávat různé materiály:
- neželezné kovy;
- litina;
- nerezová ocel.
Při kompletaci zakázky naši specialisté využívají všechny známé způsoby obrábění kovů. Moderní vybavení nejnovější generace umožňuje dosáhnout maximální shody s původními výkresy.
Aby se obrobek přiblížil náčrtu předloženém zákazníkem, naši specialisté používají univerzální zařízení určené pro šperkařské ostření nástrojů pro zvláště složité operace. V našich výrobních dílnách se kov stává plastovým materiálem, ze kterého lze vyrobit jakýkoli obrobek.
Výhodou kontaktování našich specialistů je jejich soulad s GOST a všemi technologickými normami. V každé fázi práce je prováděna přísná kontrola kvality, takže našim zákazníkům garantujeme svědomitě dokončený produkt.
Díky zkušenostem našich řemeslníků je výstupem příkladný výrobek splňující ty nejnáročnější požadavky. Zároveň vycházíme ze silné materiálové základny a zaměřujeme se na inovativní technologický vývoj.
Spolupracujeme se zákazníky ze všech regionů Ruska. Pokud chcete zadat zakázku na zpracování kovů, naši manažeři jsou připraveni vyslechnout všechny podmínky. V případě potřeby je klientovi zdarma poskytnuta odborná konzultace.
Často kladené otázky o poloze svařování
Co znamená poloha svařování H1, H2 a H45?
V prvním případě mluvíme o spodní poloze švu, tupém svaru a spojovacích částech „v lodi“, ve druhém – o T-spoju obrobků a ve třetím – o variabilní poloze ( svařování dvou částí potrubí umístěných pod úhlem 45° k sobě přítel, které se provádí bez otáčení trubky).
Jaká je poloha svařování B1 a B2?
B1 (PF) je vertikální svařování zdola nahoru a B2 (PG) je vertikální svařování shora dolů.
Co znamená poloha svařování G?
Hovoříme o vodorovné poloze švů při svařování trubek umístěných svisle, bez ohledu na to, zda se obrobky otáčejí.
Jaký by měl být šev při svařování kovových konstrukcí?
Podle přijatých regulačních dokumentů musí mít lem švu stejnou šířku a výšku. Nedostatek průniku, prověšení a záhyby nejsou povoleny. Vizuální kontrola spojů se provádí jejich očištěním od vodního kamene, struskové krusty a nečistot. Vady musí být změřeny a studovány, aby se posoudil jejich vliv na kvalitu švů. Po odstranění závad je výrobek znovu zkontrolován. Prostorová poloha svarů a elektrod je regulována doporučeními NAKS – National Welding Control Agency, ISO, AWS a příslušnými mezistátními normami GOST.

Vedoucí obchodního oddělení