Kalení za studena a kalení kovů: vlastnosti a rozdíly
Procesy, ke kterým dochází během ohřevu, jsou rozděleny do dvou hlavních fází: regenerace a rekrystalizace; Obě fáze jsou doprovázeny uvolňováním tepla a poklesem volné energie. K návratu dochází při relativně nízkých teplotách (pod 0,3 Tsq), rekrystalizace – při vyšších teplotách. Návrat jsou všechny změny jemné struktury a vlastností, které nejsou doprovázeny změnou mikrostruktury deformovaného kovu, tj. velikost a tvar zrn se po návratu nemění. Rekrystalizace se nazývá vznik a růst nových zrn s menším počtem strukturálních defektů; V důsledku rekrystalizace vznikají zcela nové, nejčastěji rovnoosé krystaly. Návrat je zase rozdělen do dvou fází: odpočinek a polygonizace. Klid při ohřevu deformovaných kovů nastává vždy a polygonizace se rozvíjí jen za určitých podmínek. Odpočinek za studena deformovaný kov se nazývá fáze zotavení, ve které se snižuje počet bodových defektů, zejména volných míst; U řady kovů, jako je hliník a železo, odpočinek zahrnuje také dislokační tečení, které je doprovázeno interakcí dislokací různých znaků a vede ke znatelnému poklesu jejich hustoty. Redistribuci dislokací provází také pokles zbytkových napětí. Odpočinek snižuje elektrický odpor a zvyšuje hustotu kovu. Polygonizace se nazývá návratový stupeň, ve kterém se v každém krystalu vytvářejí nové nízkoúhlové hranice. Hranice vznikají posuvnými a plazivými dislokacemi; V důsledku toho je krystal rozdělen na subzrna-polygony bez dislokací.
 |
Schéma polygonizace: a, b — nýtovaný kov před a po polygonizaci Polygonizace v technicky čistých kovech a ve slitinách pevných roztoků je pozorována pouze po malých stupních deformace a ne u všech kovů. Tento proces se tedy zřídka vyvíjí v mědi a jejích slitinách a je dobře vyjádřen v hliníku, železe, molybdenu a jejich slitinách. Polygonizace kovu tvářeného za studena má obvykle za následek snížení tvrdosti a pevnostních vlastností. Bloková struktura vzniklá polygonizací je velmi stabilní a je zachována téměř do teploty tání. Po vytvoření blokové struktury nedochází k rekrystalizaci a rekrystalizace se stávají konkurenty.
Doporučené materiály
Maran softwarové inženýrství
Softwarové inženýrství
Technický úkol
Inženýrská grafika
JAKÉKOLI cvičení v Synergy!
Žádná položka
6000 4590 rublů.
Jakákoli disciplína v NSPK!
2490 1990 rublů.
Plasticky deformované kovy mohou rekrystalizovat až po deformaci, jejíž stupeň překročí určitou kritickou hodnotu, která se nazývá kritický stupeň deformace. Pokud je stupeň deformace menší než kritický, pak během ohřevu nedochází k tvorbě nových zrn. Existuje také teplota rekrystalizace; Toto je nejnižší teplota ohřevu, která umožňuje tvorbu nových zrn. Teplota rekrystalizace je určitý zlomek teploty tání kovu: Trec. = 0,4Tsq Pro hliník, měď a technické železo je prahová teplota rekrystalizace 100, 270 a 450 °C.  Schéma změn mikrostruktury kovu opracovaného za studena při ohřevu: a – kov opracovaný za studena; b – začátek primární rekrystalizace; c – dokončení primární rekrystalizace; g, d — stupně kolektivní rekrystalizace K nukleaci nových zrn při rekrystalizaci dochází v oblastech s největší hustotou dislokací, obvykle na hranicích deformovaných zrn. Čím vyšší je stupeň plastické deformace, tím více se objevuje rekrystalizačních center. Představují submikroskopické oblasti s minimálním počtem bodových a lineárních strukturálních defektů. Tyto oblasti vznikají redistribucí a částečnou destrukcí dislokací; v tomto případě se mezi středem rekrystalizace a deformovanou základnou objeví vysokoúhlová hranice. V průběhu času se výsledná centra nových zrn zvětšují v důsledku přechodu atomů z deformovaného prostředí do dokonalejší mřížky; V tomto případě se vysokoúhlové hranice nových zrn posouvají do hloubek mechanicky zpevněného kovu.
Schéma změn mikrostruktury kovu opracovaného za studena při ohřevu: a – kov opracovaný za studena; b – začátek primární rekrystalizace; c – dokončení primární rekrystalizace; g, d — stupně kolektivní rekrystalizace K nukleaci nových zrn při rekrystalizaci dochází v oblastech s největší hustotou dislokací, obvykle na hranicích deformovaných zrn. Čím vyšší je stupeň plastické deformace, tím více se objevuje rekrystalizačních center. Představují submikroskopické oblasti s minimálním počtem bodových a lineárních strukturálních defektů. Tyto oblasti vznikají redistribucí a částečnou destrukcí dislokací; v tomto případě se mezi středem rekrystalizace a deformovanou základnou objeví vysokoúhlová hranice. V průběhu času se výsledná centra nových zrn zvětšují v důsledku přechodu atomů z deformovaného prostředí do dokonalejší mřížky; V tomto případě se vysokoúhlové hranice nových zrn posouvají do hloubek mechanicky zpevněného kovu.  Schémata změny tvrdosti (a) a plasticity (6) kovu opracovaného za studena během ohřevu: I – vrátit; II — primární rekrystalizace; III – růst obilí Uvažovaný stupeň rekrystalizace se nazývá primární rekrystalizace nebo rekrystalizační zpracování. Primární rekrystalizace končí úplným nahrazením celého objemu deformovaného kovu novými zrny. Po dokončení primární rekrystalizace výsledná zrna rostou s rostoucí dobou zdržení nebo teplotou; Tato fáze rekrystalizace se nazývá kolektivní rekrystalizace. Tento proces se spontánně vyvíjí při dostatečně vysokých teplotách v důsledku toho, že hrubnutí zrn vede ke snížení volné energie kovu v důsledku poklesu povrchové energie. K růstu zrn dochází v důsledku přenosu atomů z jednoho zrna na sousední přes rozhraní; Některá zrna se postupně zmenšují a pak mizí, zatímco jiná se zvětšují a pohlcují sousední zrna. S rostoucí teplotou se zrychluje růst zrn. Čím vyšší je teplota ohřevu, tím větší budou rekrystalizovaná zrna. Primární rekrystalizace zcela odstraňuje deformační zpevnění vzniklé při plastické deformaci; kov získává rovnovážnou strukturu s minimálním počtem poruch krystalické struktury. Vlastnosti kovu po rekrystalizaci se blíží vlastnostem žíhaného kovu.
Schémata změny tvrdosti (a) a plasticity (6) kovu opracovaného za studena během ohřevu: I – vrátit; II — primární rekrystalizace; III – růst obilí Uvažovaný stupeň rekrystalizace se nazývá primární rekrystalizace nebo rekrystalizační zpracování. Primární rekrystalizace končí úplným nahrazením celého objemu deformovaného kovu novými zrny. Po dokončení primární rekrystalizace výsledná zrna rostou s rostoucí dobou zdržení nebo teplotou; Tato fáze rekrystalizace se nazývá kolektivní rekrystalizace. Tento proces se spontánně vyvíjí při dostatečně vysokých teplotách v důsledku toho, že hrubnutí zrn vede ke snížení volné energie kovu v důsledku poklesu povrchové energie. K růstu zrn dochází v důsledku přenosu atomů z jednoho zrna na sousední přes rozhraní; Některá zrna se postupně zmenšují a pak mizí, zatímco jiná se zvětšují a pohlcují sousední zrna. S rostoucí teplotou se zrychluje růst zrn. Čím vyšší je teplota ohřevu, tím větší budou rekrystalizovaná zrna. Primární rekrystalizace zcela odstraňuje deformační zpevnění vzniklé při plastické deformaci; kov získává rovnovážnou strukturu s minimálním počtem poruch krystalické struktury. Vlastnosti kovu po rekrystalizaci se blíží vlastnostem žíhaného kovu.
<u>Deformace za studena a za tepla</u>
Deformace kovů se v závislosti na teplotě dělí na studené a horké. Deformace za studena se provádí pod teplotou rekrystalizace, kov je mechanicky zpevněn a zachovává si mechanické zpevnění. Deformace za tepla se provádí nad rekrystalizační teplotou, kdy se vzniklé mechanické zpevnění odstraní současně probíhající rekrystalizací. Pokud rekrystalizace neodstraní deformační zpevnění, zůstane částečně nebo úplně. Toho je dosaženo za speciálních podmínek zpracování kovů a chlazení. Například deformace za tepla při vysokých rychlostech a velkých deformacích s následným rychlým ochlazením kovu pod teplotu rekrystalizace zachovává deformační zpevnění.
Tepelné zpracování kovů a slitin
<u>Definice a klasifikace</u>
Tepelné zpracování je technologický proces spočívající v zahřívání a ochlazování kovových výrobků za účelem změny jejich struktury a vlastností. Tepelné zpracování se aplikuje na ingoty, odlitky, polotovary, svarové spoje, strojní součásti a nástroje. Hlavními typy tepelného zpracování jsou žíhání, kalení, popouštění a stárnutí. Každý z uvedených druhů má několik odrůd. Žíhání — tepelné zpracování, v jehož důsledku získávají kovy nebo slitiny strukturu blízkou rovnováze: žíhání způsobuje měknutí kovů a slitin doprovázené zvýšením plasticity a odstraněním zbytkových pnutí. Teplota ohřevu při žíhání závisí na složení slitiny a konkrétním typu žíhání; Rychlost ochlazování od žíhací teploty je obvykle nízká, pohybuje se v rozmezí 30-200°C/h. Kalení — tepelné zpracování, jehož výsledkem je nerovnovážná struktura slitin. Nerovnovážné struktury při tepelném zpracování lze získat pouze v případě, kdy ve slitinách dochází k přeměnám v pevném skupenství: proměnná rozpustnost, polymorfní přeměny tuhých roztoků, rozklad vysokoteplotního tuhého roztoku eutektoidní reakcí apod. Pro získání nerovnovážné struktury se slitina zahřeje nad teplotu fázové přeměny v pevném stavu, po kterém dojde k rychlému ochlazení. K chlazení se používají různé kapaliny, jak je uvedeno v tabulce:
| Chladící médium | Teplota chladícího média, o C |
| Voda | 20 – 80 |
| 10% roztok ve vodě: NaCl, NaOH | 20 |
| Minerální olej | 20-200 |
Konstrukční a nástrojové slitiny se kalí, aby je zpevnily. Slitiny, které procházejí eutektoidní transformací za rovnovážných podmínek, jsou během kalení značně zpevněny. Pevnost se zvyšuje buď v důsledku martenzitického fázového přechodu, nebo v důsledku poklesu teploty eutektoidní reakce, což vede ke zjemnění zrn, která tvoří eutektoidní směs. Pokud se v důsledku kalení při teplotě 20-25°C zafixuje stav vysokoteplotního tuhého roztoku, nedochází k výraznému zpevnění slitiny bezprostředně po vytvrzení; Hlavního zpevnění se dosáhne opakovaným nízkoteplotním ohřevem nebo při udržování na teplotě 20-25°C. Dovolená a stárnutí — tepelné zpracování, v jehož důsledku dochází u předtvrzených slitin k fázovým přeměnám, které přibližují jejich strukturu k rovnováze. Kombinace kalení s popouštěním nebo stárnutím téměř vždy znamená získání vyšší úrovně vlastností (tvrdost, pevnostní charakteristiky, koercitivní síla, měrný elektrický odpor atd.) ve srovnání se stavem žíhaným. U většiny slitin se po kalení získá přesycený pevný roztok. V tomto případě je hlavním procesem probíhajícím během temperování nebo stárnutí rozklad přesyceného pevného roztoku. Teplota a doba výdrže se volí tak, aby při zpracování nebylo dosaženo rovnovážného stavu slitiny, jako je tomu při žíhání. Rychlost ochlazování z teploty popouštění nebo stárnutí, až na vzácné výjimky, neovlivňuje strukturu a vlastnosti slitin. Termín „temperování“ se obvykle používá ve vztahu k ocelím a jiným slitinám, které procházejí polymorfní transformací během kalení. Termín „stárnutí“ se používá pro slitiny, které během kalení nepodléhají polymorfní transformaci. Jakýkoli technologický proces tepelného zpracování se skládá ze tří hlavních fází: ohřev, izotermické udržování a chlazení. Ohřev a někdy i celý proces tepelného zpracování (žíhání) se provádí v tepelných pecích. Tepelné zpracování se používá např. ke snížení zbytkových pnutí ve výrobcích, rekrystalizaci plasticky deformovaných polotovarů a snížení intrakrystalické likvace v ingotech nebo odlitcích. Odpovídající operace tepelného zpracování jsou různé druhy žíhání: žíhání na snížení pnutí (zahřívání), rekrystalizační žíhání, difúzní žíhání (homogenizace). Stav slitin po tepelné expozici se stává vyrovnanější.
<u>Zahřívání pro zmírnění zbytkového napětí</u>
Mnoho technologických dopadů na opracovávané díly je doprovázeno vznikem zbytkových napětí v nich, která jsou objemově vyvážená. Značná zbytková napětí vznikají u odlitků a polotovarů, které se po válcování nebo kování nerovnoměrně ochlazují, u polotovarů nebo polotovarů tvářených za studena, v tyčích při rovnání, ve svarových spojích, při kalení apod. Zbytková napětí, která ve výše uvedených případech vznikají, jsou nejčastěji nežádoucí. Mohou způsobit deformaci dílů během řezání nebo během provozu a v kombinaci s namáháním z vnějšího zatížení vést k předčasnému zničení nebo deformaci konstrukce; Zvyšováním rezervy elastické energie zvyšují zbytková napětí pravděpodobnost křehkého lomu. V mnoha slitinách způsobují tendenci praskat v přítomnosti korozního prostředí. Velikost zbytkových napětí může dosáhnout meze kluzu. Pro snížení zbytkového pnutí se výrobky zahřívají. S rostoucí teplotou se mez kluzu snižuje, takže zbytková napětí způsobují plastickou deformaci a klesají na úroveň meze kluzu kovu při teplotě ohřevu. U ocelových a litinových dílů dochází při udržování při teplotě 450 °C k výraznému snížení zbytkového napětí; Po udržení při teplotě 600 °C se napětí sníží na velmi nízké hodnoty. Doba výdrže se nastavuje od několika do desítek hodin a závisí na hmotnosti produktu. Podívejte se také na přednášku „64 Ultrazvuková diagnostika patologie aortální a mitrální chlopně srdce“ na toto téma. U slitin na bázi mědi a hliníku dochází při nižších teplotách ohřevu k výraznému snížení zbytkových napětí. Například u polotovarů z mosazi tvářených za studena jsou zbytková pnutí téměř úplně odstraněna při žíhání na 250-300°C Po udržení na dané teplotě jsou výrobky pomalu ochlazovány, aby se zabránilo vzniku nových pnutí. Přípustná rychlost ochlazování závisí na hmotnosti výrobku, jeho tvaru a tepelné vodivosti materiálu; Obvykle se pohybuje v rozmezí 20-200 °C/h.
<u>Rekrystalizační žíhání</u>
Zahřívání deformovaných polotovarů nebo dílů nad teplotu rekrystalizace se nazývá rekrystalizační žíhání; Během procesu stárnutí dochází především k rekrystalizaci. Rychlost chlazení u tohoto typu žíhání není kritická; Obvykle se chlazení po skončení doby zdržení provádí v klidném vzduchu. Účelem žíhání je snížit pevnost a obnovit plasticitu deformovaného kovu, získat určitou krystalografickou texturu vytvářející anizotropii vlastností a získat danou velikost zrna. Rekrystalizační žíhání se často používá jako mezioperační změkčovací zpracování při válcování za studena, tažení a dalších operacích tváření za studena. Teplota žíhání se obvykle volí o 100-200 °C vyšší než teplota rekrystalizace. U některých kovů a pevných roztoků je rekrystalizace doprovázena tvorbou textury (preferenční orientace krystalů v objemu součásti), která vytváří anizotropii vlastností. To vám umožní zlepšit určité vlastnosti v určitých směrech v částech. Ve strojírenství a výrobě nástrojů jsou široce používány kovy a slitiny – tuhé roztoky, které v pevném stavu neprocházejí fázovými přeměnami. U takových materiálů je jedinou možností regulace velikosti zrna kombinace plastické deformace za studena s následným rekrystalizačním žíháním.
<u>Difuzní žíhání (homogenizace)</u>
V reálných podmínkách ochlazování taveniny probíhá krystalizace pevných roztoků nejčastěji nerovnovážným způsobem: difúzní procesy nutné k vyrovnání koncentrace rostoucích krystalů objemově zaostávají za procesem krystalizace. Díky tomu je zachována heterogenita složení v celém objemu krystalu – intrakrystalická liquace: jádro krystalů je obohaceno o žáruvzdornou složku slitiny a vnější části krystalů jsou obohaceny o složku, která snižuje bod tání. Difúzní žíhání je dlouhodobé držení slitin při vysokých teplotách, které má za následek snížení heterogenity zlikování tuhého roztoku. Při vysokých teplotách dochází k difúzním procesům, které nebyly dokončeny během primární krystalizace.
Úkol zpevnění povrchové vrstvy kovového výrobku je v mnoha případech zcela relevantní, protože většina strojních součástí a různých mechanismů pracuje pod značným mechanickým zatížením. Tento problém lze vyřešit jak opracováním za studena, tak i kalením, které i přes své podobnosti stále mají určité rozdíly.

Ve výrobě se problém kalení kovových povrchů řeší pomocí speciálního zařízení
Podstata mechanického kalení a kování za studena
Zpevňování kovů je jednou z metod zpevnění kovového výrobku. K tomu dochází v důsledku plastické deformace, které je takový produkt vystaven při teplotě nižší než je teplota rekrystalizace. Deformace během procesu mechanického zpevňování vede ke změnám jak ve vnitřní struktuře, tak ve fázovém složení kovu. V důsledku takových změn v krystalové mřížce vznikají defekty, které se objevují na povrchu deformovaného výrobku. Tyto procesy přirozeně také vedou ke změnám mechanických vlastností kovu. Zejména se mu stane následující:
- zvyšuje tvrdost a pevnost;
- plasticita a rázová houževnatost jsou sníženy, stejně jako odolnost proti deformacím opačného znaménka;
- odolnost proti korozi se zhoršuje.
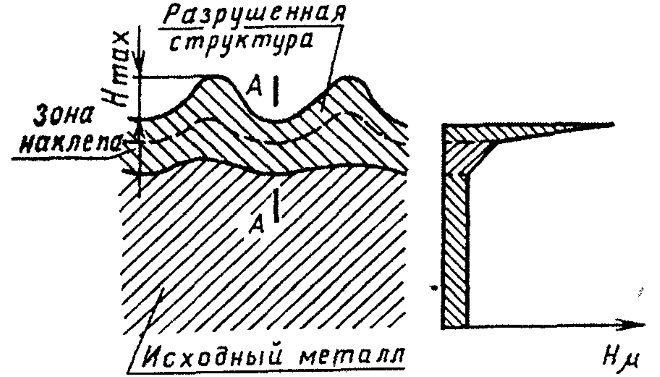
Kalení kovového povrchu lze posoudit podle změny mikrotvrdosti, která se s rostoucí vzdáleností od povrchu snižuje.
Jev mechanického zpevňování, pokud se týká feromagnetických materiálů (například železa), vede k tomu, že v kovu vzrůstá hodnota takového parametru, jako je koercitivní síla, a snižuje se jeho magnetická permeabilita. Pokud pracovně zpevněná oblast vznikla v důsledku drobné deformace, pak se zbytková indukce, která materiál charakterizuje, snižuje a pokud se zvyšuje stupeň deformace, pak hodnota tohoto parametru prudce roste. Jedním z pozitivních důsledků mechanického zpevnění je, že jej lze použít k výraznému zlepšení výkonnostních charakteristik plastičtějších kovů, které během používání vytvářejí značné tření.
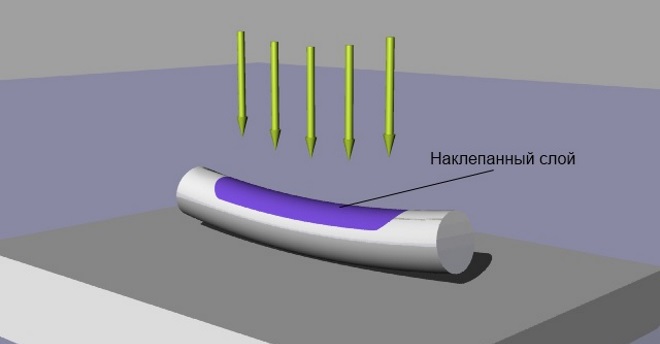
Mechanicky zpevněná vrstva na povrchu kovového výrobku může být vytvořena buď záměrně, v tomto případě je takový proces užitečný, nebo neúmyslně, v tomto případě je považován za škodlivý. Nejčastěji dochází k nechtěnému povrchovému zpevnění kovového výrobku při řezání, kdy je na obráběný kov vyvíjen značný tlak řezným nástrojem.

Kalení (pracovní zpevnění) při řezání
Nárůst pevnosti má za následek křehnutí kovového povrchu, což je velmi nežádoucí důsledek úpravy.
Zatímco ke zpevnění může dojít v důsledku vědomého i nevědomého jednání, zpevnění se vždy provádí cíleně a jde vlastně o plnohodnotnou technologickou operaci, jejímž účelem je zpevnění povrchu kovu.

Provozem došlo k deformačnímu zhutnění okraje tohoto ventilu, což znamená, že se jedná o mechanické zpevňování.
Druhy zpevňování
Existují dva hlavní typy zpevňování, které se liší procesy, ke kterým dochází při jeho formování v materiálu. Pokud v důsledku fázových změn vznikají v kovu nové fáze, vyznačující se jiným specifickým objemem, pak se tento jev nazývá fázové kalení. Pokud ke změnám, ke kterým došlo v krystalové mřížce kovu, došlo vlivem vnějších sil, nazývají se deformační zpevnění.
Deformační pracovní zpevnění může být zase odstředivé kuličkové nebo brokové. Pro provedení prvního typu pracovního zpevnění je ošetřovaný povrch ovlivňován kuličkami, které jsou zpočátku umístěny ve vnitřních pouzdrech speciálního ráfku. Při otáčení ráfku (což se děje co nejblíže opracovávanému povrchu) jsou kuličky pod vlivem odstředivé síly vymrštěny na jeho okraj a mají dopad na součást. K tvorbě pracovního zpevnění v tryskacích strojích dochází v důsledku dopadu proudu pelet pohybujícího se vnitřní komorou takového zařízení na ošetřovaný povrch rychlostí až 70 m/s. K pracovnímu zpevnění lze jako pelety použít litinové, ocelové nebo keramické kuličky, jejichž průměr může být 0,4–2 mm.
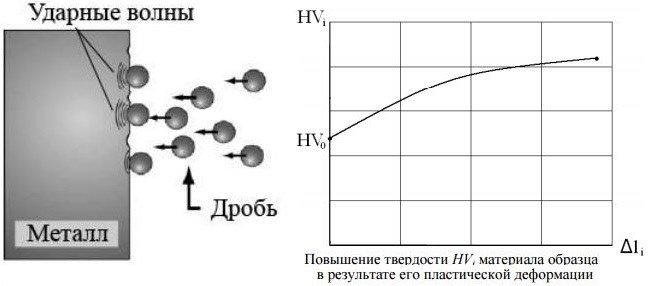
Tradiční diagram deformačního zpevnění a graf zpevnění materiálu
Abychom pochopili, proč zpevňování nebo zpevňování za studena vede ke zpevňování kovu, je nutné porozumět procesům, které se vyskytují v materiálu, když se takové postupy provádějí. Při plastické deformaci za studena, ke které dochází vlivem zatížení, jehož velikost přesahuje mez kluzu kovu, vznikají napětí v jeho vnitřní struktuře. V důsledku toho se kov zdeformuje a v tomto stavu zůstane i po odstranění zátěže. Mez kluzu bude vyšší a její hodnota bude odpovídat velikosti napětí vznikajících v materiálu. K opětovné deformaci takového kovu bude nutné vyvinout podstatně větší sílu. Tímto způsobem kov zesílí nebo, jak říkají odborníci, přejde do pracovního zpevněného stavu.
Při deformaci kovu za studena, ke které dochází v důsledku vystavení příslušnému tlaku (při procesu např. tváření za studena), se začnou pohybovat dislokace, které tvoří vnitřní strukturu materiálu. I jeden pár pohybujících se defektních linií vytvořených v krystalové mřížce může vést ke vzniku dalších a dalších podobných míst, což v konečném důsledku zvyšuje mez kluzu materiálu.
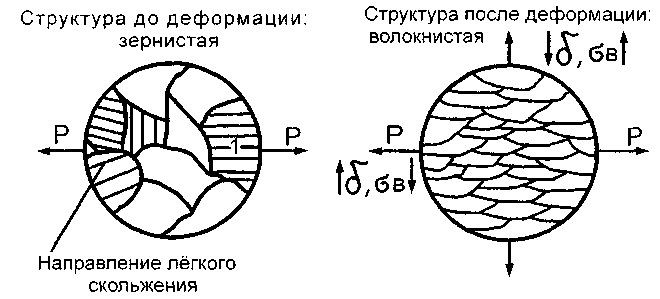
Změna struktury povrchové vrstvy v důsledku deformace za studena
Vnitřní struktura kovu prochází vážnými změnami, když se deformuje během tváření za studena nebo deformačního zpevnění. Zejména je deformována konfigurace krystalové mřížky a je uspořádána prostorová poloha krystalů, které jsou náhodně orientovány. Toto uspořádání vede k tomu, že krystalové osy, ve kterých mají maximální pevnost, jsou umístěny ve směru deformace. Čím aktivnější je deformace, tím větší je počet krystalů, které zaujmou podobnou prostorovou polohu. Existuje mylná představa, že zrna, která tvoří vnitřní strukturu kovu, se při deformaci rozdrtí. Ve skutečnosti se pouze deformují a jejich povrch zůstává nezměněn.
Ze všeho výše uvedeného můžeme usoudit, že během procesu mechanického kalení nebo kalení za studena dochází ke změně krystalické struktury oceli nebo jiného kovu, v důsledku čehož se materiál stává tvrdším a pevnějším, ale zároveň křehčím. Opracovaná ocel je tedy materiál, který byl záměrně podroben plastické deformaci, aby se zlepšily jeho pevnostní charakteristiky.
Otužování a vybavení k tomu
Provádění mechanického zpevnění ocelových výrobků je důležité zejména v případech, kdy je potřeba zvýšit jejich odolnost proti povrchovému praskání a také zabránit tomu, aby v nich docházelo k únavovým procesům. Mezi průmyslová odvětví, ve kterých se výrobky zpevněné opracováním osvědčily obzvláště dobře, patří výroba letadel a automobilů, výroba ropy, rafinace ropy a stavebnictví.

Průmyslový tryskací stroj pro zpracování trubek
Takové způsoby zpevňování kovů, jako je řízené tváření za studena nebo mechanické zpevňování, lze realizovat pomocí různých zařízení, jejichž kvalita a funkčnost určuje výsledek prováděných operací. Zařízení pro pracovní kalení výrobků z oceli nebo jiných slitin, které je dnes reprezentováno širokou škálou modelů, může být univerzální nebo speciální – pro zpracování dílů určitého typu (šrouby, pružiny atd.).
V průmyslovém měřítku se kalení provádí na automatizovaných zařízeních, jejichž všechny provozní režimy jsou nastaveny a řízeny pomocí elektronických systémů. Takové stroje zejména automaticky regulují jak množství, tak rychlost posuvu broku použitého k provedení zpracování.

Tryskací stroj pro opracování plechových a profilových kovových výrobků
Provádění tváření za studena, při kterém je řízen proces jeho vzniku, se používá v případech, kdy není možné zpevnit ocelový výrobek tepelným zpracováním. Kromě mechanického zpevňování a zpevňování za studena mohou pevnost povrchové vrstvy kovového výrobku zvýšit i jiné způsoby plastické deformace za studena. Patří sem zejména tažení, rýhování, válcování za studena, tryskání atd.
Kromě oceli, jejíž obsah uhlíku by neměl přesáhnout 0,25 %, je tento způsob zpevňování nezbytný u výrobků z mědi, ale i některých slitin hliníku. Pás z nerezové oceli je také často vystaven mechanickému zpevnění. Tvrzená páska se používá v případech, kdy běžná nerezová páska není schopna zvládnout vnímané zatížení.

Opracovaný nerezový pás má vyšší pevnost s určitou ztrátou viskozity a plasticity
Pracovní zpevnění, které se vytvořilo na povrchu kovového výrobku při jeho zpracování různými metodami, lze odstranit speciálním tepelným zpracováním. Při provádění tohoto postupu se kovový produkt zahřeje, což způsobí, že se atomy jeho vnitřní struktury začnou aktivněji pohybovat. V důsledku toho se přesune do stabilnějšího stavu.
Při provádění procesu, jako je rekrystalizační žíhání, je třeba vzít v úvahu stupeň zahřátí kovové části. Pokud je stupeň ohřevu nevýznamný, pak se ve struktuře kovu odstraní mikronapětí druhého druhu a jeho krystalová mřížka je částečně deformována. Při zvýšení intenzity ohřevu se začnou tvořit nová zrna, jejichž osy jsou orientovány ve stejné prostorové poloze. V důsledku intenzivního ohřevu deformovaná zrna zcela mizí a vznikají ta, jejichž osy jsou orientovány jedním směrem.
Ruční rovnání ohýbaného hřídele tvářením za studena
Existuje i taková technologická operace, jako je tváření za studena, pomocí které se kovový hřídel nebo plech uvedou do původního stavu. K provedení takové operace, zaměřené na odstranění nesrovnalostí mezi geometrickými parametry a jejich požadovanými hodnotami, není třeba používat speciální stroj – provádí se pomocí obyčejného kladiva a ploché desky, na kterou je obrobek umístěn. Úderem na výrobek, jehož tvar je potřeba korigovat takovým kladívkem, se na jeho povrchu vytvoří ztvrdlá vrstva, která nakonec povede k požadovanému výsledku.
Video níže ukazuje proces kalení kol pro železniční zařízení pomocí tryskacího stroje.