Hádanka hladkého povrchu: Tajemství efektivního nastavení hoblíku
Spojovačka a hoblovačka jsou zodpovědní za zpracování dřevěných polotovarů v různých fázích jejich zpracování. Nemůžete si tedy vybrat jen jeden z nich. K provádění truhlářských prací potřebujete celou sadu strojů, mezi kterými je snadné poznat rozdíl. Lidé, kteří mají ke zpracování dřeva daleko, však nemohou pochopit, jaký je rozdíl mezi různými typy strojů, pokud jsou určeny pro hoblování dřeva. Snaží se proto vybrat mezi spárovačkou a hoblíkem ploch.
Vlastnosti spojování a tloušťky
Hoblování lze nazvat jedním z typů hoblování obrobku. Hlavním rysem této práce je možnost podávání dlouhých obrobků ke stroji. Přesnost obrábění se zhoršuje z důvodu možného ohýbání součásti při spojování. Aby byla rovina obrobku rovná, používá se velké lože. Některé hoblovací stroje jsou vybaveny upínacími mechanismy. Spojování umožňuje dodat povrchu obrobku požadovaný stupeň drsnosti. Tloušťku obrobku nelze na spárovačce nastavit.
Zpracování tloušťkováním se provádí jiným způsobem. Stroje umožňují získat kvalitnější povrch obrobku. Používá se pro zpracování malých dřevěných dílů. Hlavním rysem plošných tloušťkovaček je možnost nastavení tloušťky obrobku. K tomu se mění poloha pracovního stolu vzhledem k hřídeli nože.
Účely použití strojů:
- snížení výšky dřevěné části odstraněním několika vrstev;
- různé typy nožů, jejich počet a tloušťka bubnu poskytují určitý stupeň drsnosti povrchu;
- odstranění závad;
- tvarování hran požadovaného typu, zajišťující řez v požadovaném úhlu, díky speciálním dorazům.
Některé modely nejprve odstraní kůru z desek namísto použití kotoučové pily a připraví obrobky pro další zpracování.
Rozdíl mezi spárovačkou a hoblíkem
Jaký je rozdíl mezi těmito stroji:
- pro primární zpracování se používá spárovačka a pro konečnou úpravu povrchová hoblovka;
- Kvalita povrchu dílů u většiny spárovaček závisí na zručnosti dřevaře. Kvalita hoblíku ploch závisí na technickém stavu zařízení;
- Tloušťkovač je kratší než spárovačka.
V truhlářství se spárovky a plošné hoblíky používají společně. Jejich vzhled a umístění nožové hřídele jsou různé.
Hoblovací zařízení
Stroje jsou vybaveny elektromotorem a pohonem a liší se výkonem. Spárovky pro domácnost používají motory o výkonu 1-3 kW.

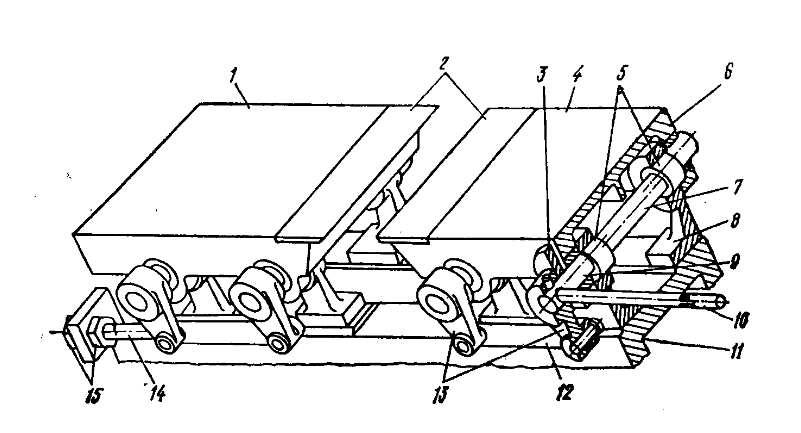
Skládají se z následujících prvků:
- postel;
- dlouhý pracovní stůl sestavený ze 2 těžkých desek s plochým kovovým povrchem;
- nožový hřídel umístěný mezi deskami pracovního stolu;
- sada nožů od 2 do 4 ks;
- vodicí pravítko;
- napájecí mechanismus;
- hnací prvek.
Většina typů spárovaček není vybavena podávacím mechanismem, takže na nich řemeslníci pracují ručně.
Účel spárovky
Stroj se používá k provádění následujících úkolů:
- Primární zpracování velkých dřevěných bloků.
- Vytvoření ploché roviny na obrobcích.
- Odstranění okraje.
- Zpracování drážek v požadovaném úhlu.

- lze použít pro zpracování malých a velkých obrobků;
- dobrý řez umožňuje vytvořit rovnoměrnou rovinu dílů;
- s pomocí přídavných nástavců může spárovačka řezat obrobky;
- Spojka je levný nástroj.
Stacionární spárovky se dělí na jednostranné a oboustranné. Jednostranné jsou vybaveny 1 nožovou hřídelí. Takové stroje zpracovávají najednou pouze spodní rovinu součásti. Rychlost zpracování dřeva nepřesahuje 10 m/min.
Oboustranné jsou vybaveny 2 nožovými hřídeli, mezi jejichž osami otáčení se nejčastěji nastavuje pravý úhel. Proto vám takové spárovky umožňují lépe a rychleji zpracovávat obrobky. Oboustranné stroje mají mechanismus automatického podávání obrobku.
Princip činnosti spojky
Hoblík se na rozdíl od hoblíku používá k vyrovnání 2 sousedních stran dřevěného kusu. Mezi zpracovávanými rovinami by měl být nejčastěji pravý úhel.
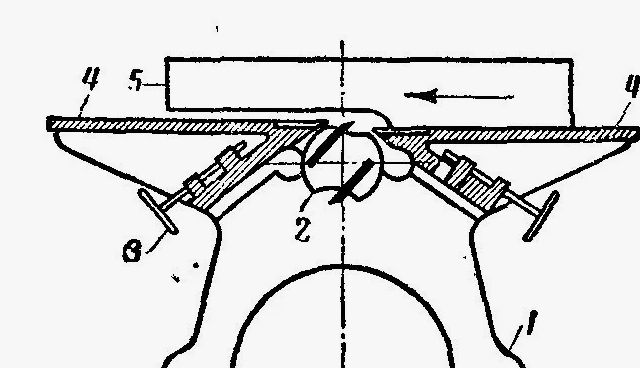
Podívejme se na provozní vlastnosti spárovacích strojů:
- Zadní strana stolu je při zpracování dřeva nehybná. Výška přední poloviny je nastavitelná truhlářem.
- Motor pohání hřídel čepele, načež se čepele začnou otáčet.
- Dřevěná část je pevně přitlačena k vodicímu pravítku a nasunuta na nože. Levné stroje umožňují pouze ruční podávání obrobku. Moderní zařízení mají automatický systém podávání. To poskytuje větší bezpečnost a zvyšuje rychlost zpracování obrobků.
- Když dřevo narazí na hřídel, odstraní se malá vrstva dřeva a odstraní se křivá místa. Vytvoří se čistá a rovná rovina. Způsob hoblování dřeva ovlivňuje rychlost zpracování.
Většina strojů plánuje každou stranu zvlášť. Některá moderní zařízení vyrovnávají 2 roviny najednou.
Nastavení
Před prací je třeba zkontrolovat kvalitu broušení nožů. Úhel zkosení hrotu by měl být 40°.
Důležité! Pro ostření se používají speciální stroje, které dokážou zajistit požadovaný poloměr ohybu řezné hrany. Tento indikátor by neměl přesáhnout 8 mikronů.
Nabroušené nože jsou namontovány na hoblovací hřídeli. Obě desky pracovního stolu jsou předem posunuty. Při instalaci je třeba zajistit, aby všechny lopatky byly vzájemně rovnoběžné. Maximální dovolená chyba je 0,1 mm na 1 m. Správnou instalaci nožů napomáhá speciální indikační zařízení.
Po instalaci se zkontrolují následující:
- přesah za okraj plechů – 2 mm;
- přesah za otočnou hřídel maximálně o 22 mm.
Poté se upraví výška pracovních stolů. Mezera mezi okrajem desky a řeznou hranou by neměla být širší než 3 mm. Příliš velká mezera má špatný vliv na kvalitu zpracování.
Druhy spárovaček
Dřevozpracující zařízení se neustále zdokonalují. Namísto běžných spárovaček s pevným rámem se stále častěji používají kombinované mechanismy pracující v několika režimech.
- pro jednostranné hoblování se používá jednoduchá spárovka;
- spárovačka-tloušťkovač umožňuje provádět primární hoblování a kalibraci na jednom místě;
- Kruhová fréza hobluje a piluje obrobky podélně i příčně.
Existují víceoperační stroje určené pro řezání, spojování, tloušťkování a vrtání dílů.

Některé frézy zpracovávají pouze spodní část dílu, zatímco jiné jsou navrženy tak, aby hoblovaly dvě strany najednou.
U jednostranných podavačů se podávání provádí ručně, je zde prostor pro práci pouze 1 obsluhy. Nejprve se na strojích zpracuje široká rovina a poté úzká.
Oboustranné umožňují kombinovat tyto 2 operace a urychlit zpracování. Takové stroje mohou také vybrat drážku v obrobcích. Hlavní výhodou této techniky je zachování stejného úhlu mezi stranami dílu po celé délce dílce. Ruční práce se 2 nožovými hřídeli současně je obtížná, proto jsou spárovky vybaveny systémem automatického posuvu.
Konstrukce tloušťkovacích strojů
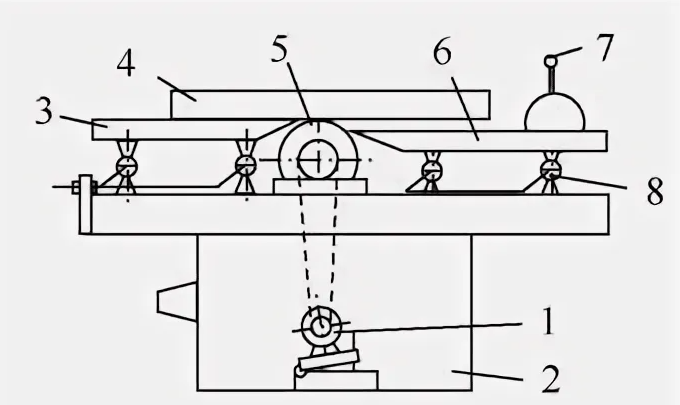
Nožová hřídel v plošném hoblíku je instalována nad pracovním stolem. Hřídel je umístěna mezi rotačním mechanismem, který tlačí obrobek skrz stroj.
Další designové vlastnosti:
- Hřídel nože se otáčí elektricky. Jsou na něm instalovány řezné nože.
- Pracovní plocha vypadá jako vodorovná rovina se zvedacím mechanismem. Je určen k úpravě tloušťky obrobků.
- Lůžko je základna, o kterou se opírá pracovní stůl a hřídel nože. Tento prvek zajišťuje stabilitu stroje. Postel je ve většině případů odlita z litiny a s pracovním stolem je spojena svorkou.
- Pohon obsahuje elektromotor, řemenici, řetěz a řemenový pohon. Výkonné plošné hoblíky využívají několik motorů.
- Šroubové nastavení slouží k nastavení polohy pracovního stolu.
- Válce jsou zodpovědné za podávání obrobků.
- K čištění mechanismu od pilin vzniklých během procesu hoblování je zapotřebí sací systém.
- Horní sestava obsahuje zadní a přední válečky. Používají se ke zlepšení úchopu dřevěného kusu a přinutí tyče k pohybu požadovaným směrem. Povrch zadní hřídele je zvlněný a přední hladký.
- Spodní jednotka je určena k podávání dílu na pracovní stůl.
- Upínací jednotka kontroluje teplotu dřeva při hoblování. Je vybavena upínacími mechanismy a drápovitými díly pro uchopení obrobku.

Vodicí saně se používají k pohybu tloušťkovačů nebo jejich hlavních jednotek v různých směrech.
Účel plošných hoblíků
Při zpracování dřevěných obrobků se po spárovačce používá tloušťkovač. Tato technika umožňuje vytvořit dokonale pravoúhlou desku požadované tloušťky.
Důležité! Správné opracování dílů na tloušťkovém hoblíku bez předchozího použití spárovky není možné.

Dřevo je zpracováváno na principu plochého hoblování. Tyče jsou umístěny pod řezacími noži a na rozdíl od frézy jsou připevněny k pracovnímu stolu. Kalibrace obrobků je zajištěna jejich průchodem strojem.
U některých zařízení lze nastavit úhel sklonu výrobků a rychlost tahu. Změnou polohy prvků stroje lze zlepšit kvalitu zpracování obrobků s nerovnoběžnými hranami. Tato technika má vysokou pevnost a dobrý výkon.
Typy plošných hoblíků
Různé typy povrchových hoblíků lze rozdělit do kategorií, které se liší počtem současně zpracovaných hoblíků:
- Jednostranné jsou poměrně malé a najdou uplatnění v domácích truhlářských dílnách. Takové instalace zpracovávají současně pouze 1 stranu obrobku. Jednostranné stroje často vyrovnávají horní strany tyčí.
- Oboustranné jsou považovány za profesionální a používají se v malých výrobních provozech. Zpracovávají současně horní a spodní rovinu. Zajistěte dobrou rychlost přípravy dílů.
- Mnohostranné stroje se používají ve velké výrobě k vyrovnání 3 nebo 4 rovin současně. Toto zařízení je velmi velké a produktivní a vyžaduje pravidelnou údržbu a opravy.
Podle konstrukce se tloušťkovací zařízení dělí na:
- Mobilní. Vyznačuje se nízkou hmotností a rozměry, takže jej lze snadno přepravovat na velké vzdálenosti. Hlavní výhodou takových strojů je snadné použití.
- Stacionární jsou velké co do hmotnosti a velikosti. Jsou instalovány v průmyslových dílnách a pro přepravu vyžadují těžké vybavení. Hlavním rysem takových strojů je vysoká produktivita. Mezi nevýhody patří obtížná údržba.
Tloušťkovače se liší rychlostí otáčení, počtem nožů na hřídeli a energetickou účinností.
Běžná spárovačka a hoblík by se měly používat společně. Tyto stroje mají na starosti jednotlivé fáze zpracování dřevěných přířezů, takže nelze říci, který je lepší. Dají dílům potřebný tvar, vyhlazují povrch a činí jej méně drsným.
Hádanka hladkého povrchu: Tajemství efektivního nastavení hoblíku
Než začnete se seřizováním stroje, musíte odstranit všechny problémy, které mohou s hoblíkem nastat. Mezi hlavní problémy, které vyžadují pozornost, patří:
- Závady pohonu hřídele (elektromotor).
- Problémy s hřídelí motoru a místem montáže řemenice.
- Opotřebení ložiskových podpěr hoblovacího hřídele.
- Opotřebení řemenice hřídele hoblíku a hnacího řemenu.
- Zasekávání excentrických podpěr stolu.
Nastavení je vyžadováno vždy po:
- Dokončení oprav.
- Přemístění stroje na nové místo.
- Zhoršení provozní přesnosti stroje.
- Výměna nožů
Nastavení hoblovacích stolů je kritická – nejdůležitější operace, na kterém závisí kvalita zpracování dřeva a získání rovného povrchu obrobku.

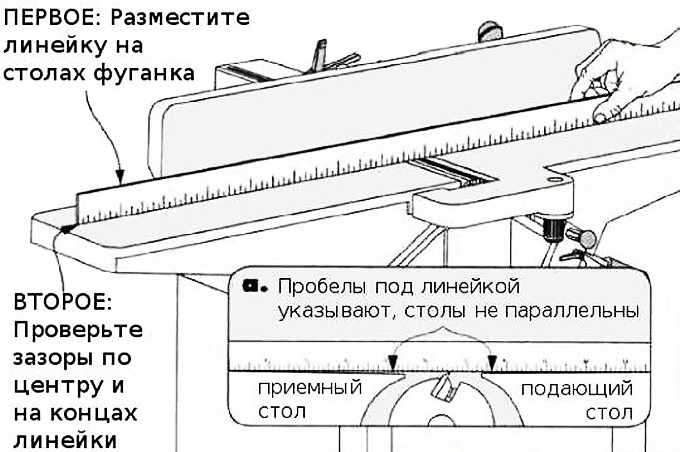
Pro kontrolu rovnoběžnosti podávacího a přijímacího stolu se používá pravítko. Optimální volbou pro nastavení hoblovacích strojů s délkou stolu 2100 mm a více je ověřovací pravítko, například ШД-2000. Pokud takové pravítko nemáte, můžete použít úroveň budovy stejné délky.

Pokud je neznámá historie stroje a jeho stav, tak před zahájením seřizování a nastavování rovnoběžnosti stolů je nutné ověřit geometrii každého stolu zvlášť. Při nákupu použitého stroje nebo používání stroje s historií je důležité zkontrolovat stav geometrie stolu. Zde se můžete podívat, jak to udělat.
Podle typu změny (úpravy) polohy hoblovacích stolů existují dva typy provedení:
- Excentrické stoly pracující na principu paralelogramu (tento princip se používá především u průmyslových hoblíků)
- Stoly upevněné na rybině umístěné pod úhlem k podélné ose stroje (používané na lehkých a středně sériových modelech a také u hoblíků jako součást kombinovaných strojů)
Nastavení rovnoběžnosti prvního typu hoblovacích stolů (průmyslová řada)
Správný způsob nastavení profesionálního hoblíku zahrnuje následující kroky:
- Kontrola polohy hoblovacího hřídele vůči přijímacímu stolu.
- Montáž přijímacího stolu s přihlédnutím k poloze hoblovacích nožů.
- Měření vzdálenosti od pravítka instalovaného na přijímacím stole k krmnému stolu v několika bodech.
- Výběr měřicích desek pro excentrické podpěry pro vyrovnání vzdáleností.
- Řízení rovnoběžnosti stolu v různých polohách podávacího stolu.
Tyto kroky vám pomohou zajistit, že je váš hoblík správně nastaven a získáte kvalitní výsledky zpracování dřeva.
Výchozí poloha: přijímací stůl je nastaven na výšku výstupu nožů hřídele hoblíku.
- Ověřovací pravítko je umístěno na přijímacím stole po celé délce podél levého (nebo pravého) okraje stolu. V případě potřeby lze pravítko upevnit na začátek stolu pomocí svorek nebo přídavného závaží.
- Podávací stůl se nastavuje zvedacím mechanismem do výšky o 1-1,5 mm nižší než přijímací stůl.
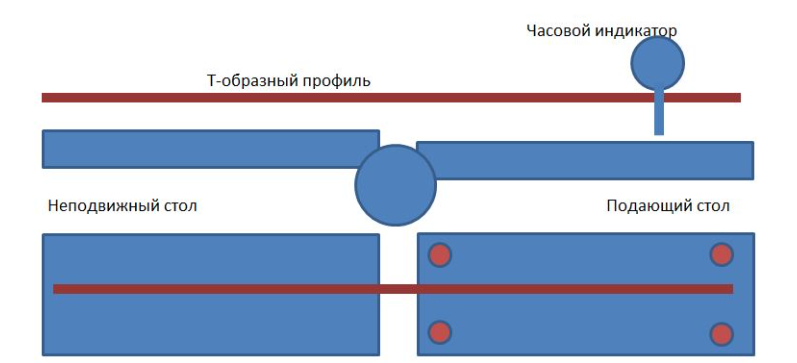
- Pomocí měřicích sond nebo úchylkoměru se měří vzdálenost mezi pravítkem a podávacím stolem v místech, pod kterými jsou umístěny excentrické podpěry. Výsledky měření se zapisují do tabulky v místech měření.
- Tato operace se také provádí podél druhého okraje stolu.
.jpg)
Po dokončení měření máme 4 rozměry, které nám umožní určit tloušťku obkladových desek pod každou excentrickou podpěrou.
Po obdržení dat (na obrázku) 0.3 mm, 0.7 mm, 0.5 mm, 0.4 mm odečteme minimální velikost od všech měření a získáme tloušťku tří měřicích desek, které je třeba nainstalovat pod podpěry, aby se chyba kompenzovala: 0.4 mm, 0.2 mm, 0.1 mm
0.4
0.2
0.1
Po instalaci příslušných desek provedeme další měření a zkontrolujeme odečty. Údaje ve všech čtyřech bodech musí být stejné.
Stejná měření je třeba provést po změně polohy podávacího stolu. Rovnost musí být zachována.
U hoblíků se stoly s břitovými destičkami se kontroluje linearita břitu vůči stolu.
K tomu je třeba na každý ze stolů nainstalovat krátké ověřovací pravítko a pomocí měřicí sondy zkontrolovat mezeru mezi pravítkem a stolem. Pokud je mezera, je třeba desku vyjmout, vyčistit sedlo a desku vyrovnat pomocí distančních podložek měřicí desky. Po instalaci a zajištění opěrných desek může být nutné dále brousit oblasti, kde se dotýkají.
Nastavení rovnoběžnosti stolů druhého typu hoblíků (nastavení stolů na rybinu)
U hoblovacích strojů s konstrukcí stolového seřizování druhého typu (rybinový) se obvykle používá zjednodušený způsob seřizování. Tato metoda se používá pro domácí stroje, které nemají samostatnou podpěru stolu.
- Podávací stůl je instalován ve stejné úrovni jako přijímací stůl.
- Rovnátko je umístěno na obou stolech.
- Kontroluje se absence mezer pod pravítkem.
- V případě potřeby se pod vodítka stolu umístí měřící podložky (fólie), aby se povrch vyrovnal.
Montáž hoblovacích nožů
Provádí se po jejich naostření nebo v případě potřeby jejich korekce.
Správnou instalaci nožů lze zkontrolovat kontrolou zpracovávaného obrobku. Pokud je nůž nastaven pod úrovní přijímacího stolu (tzv. “ponoření nože”), bude to patrné “vytrháním” dřeva na začátku obrobku. Při vysoké poloze nože bude podobný efekt viditelný na konci zpracovávaného obrobku.

Nože by měly být v nejvyšším bodě o 0.1 mm výše než ukládací stůl. Správná montáž nožů je dobře viditelná při otáčení hoblovacího hřídele: nože by se měly dotýkat obrobku, ale neměly by jej zvedat ze stolu.